By Capt. Rahul Choudhuri, VPS Managing Director, AMEA
How VPS quantity control prevents theft - and protects your investment
Bunker quantity control continues to be underestimated. And this is costing operators thousands of dollars per day.
In 2019, our white paper revealed that failure to properly control the bunkering process resulted in a quantity loss of US$96,200 per vessel per year, on average.
Additionally, VPS Bunker Surveyors recorded 82,490 m/tons of undeclared bunkers in 2020, many of which could have been prevented if stakeholders had hired professional bunker surveyors – for a fraction of that cost.
This situation has worsened due to the restrictions on physical movement due to COVID 19. In fact, this caused the number of bunker monitoring and control surveys to drop, creating a marked increase in illegal activities.
Our proactive approach quickly identified the theft of 98 metric tons of fuel
On 5th June 2021, VPS carried out a Remaining On Board (R.O.B.) survey on board a Singapore-registered bunker Tanker (A) at short notice by the Charterer.
The local authorities had detected Bunker Tanker (A) carrying out unauthorized transfer of bunker cargo to another vessel (B) soon after she came out of a loading terminal.
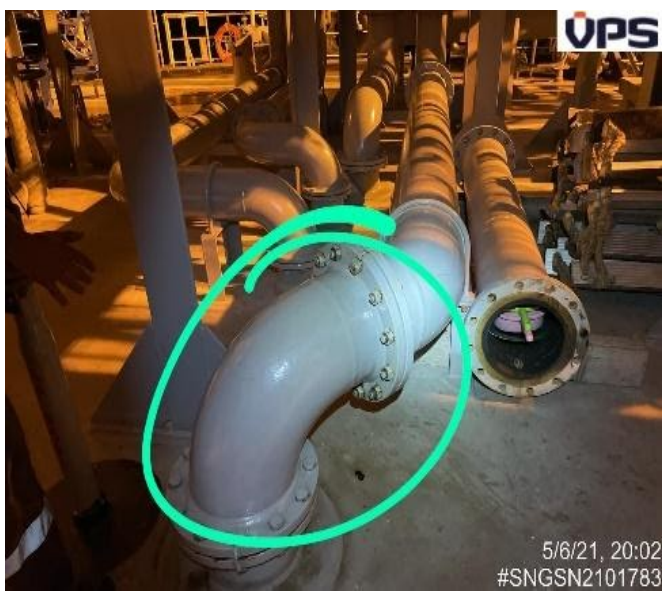
The R.O.B. survey on board Bunker Tanker (A) confirmed a shortage of 98 m/tons in comparison with the after loading R.O.B. quantity at the terminal.
The VPS Surveyor discovered evidence that the pipeline flange before the Mass Flow Meter(MFM) had been opened and the bunker cargo was transferred out via this outlet to vessel B. See photo:
Why proper R.O.B. quantity control is vitally important
It’s a disturbing fact that internal R.O.B. controls can easily be manipulated or skewed if managed by unscrupulous staff.
At VPS, we firmly believe that prevention is better than cure.
The VPS Bunker Surveyor acts as the eyes and ears for the vessel’s Chief Engineer and staff by expertly supervising the total bunker operation. They take care of the bunker delivery, provide local knowledge, complete all the necessary paperwork, ensure proper sampling, distribution and fast sample dispatch to the nearest VPS laboratory.
To put this another way, both the R.O.B. on a bunker tanker and the vessel risk large financial losses when poorly managed.
We recommend engaging the professional services of a VPS Bunker Surveyor. Our experience, integrity and expertise will accurately and independently verify the exact quantity onboard.
This approach actively protects your investment and your reputation.
Why fast thinking from VPS saves time now – and money later
One of the most important, yet undervalued, benefits of Fuel Quality Testing is turnaround time. Because the sooner a potential risk is highlighted, the quicker you can take the necessary corrective action to mitigate it.
And that swift proactivity can result in savings for the operator that can run into hundreds of thousands of dollars.
In fact, an independent seven-year study by the Swedish Club discovered that the average cost of main engine damage caused by poor fuel management is USD 342,000 per incident.
Yet such damage can be avoided through proactive fuel management, utilizing ISO8217 [and additional bespoke tests] to forewarn of any potential risks.
Our proactive approach in practice – case study
On 15th January 2021, a 1,700 TEU containership bunkered 175 MT of Very Low Sulphur Fuel Oil in Rotterdam, ordered by the Charterer of the vessel. The vessel manager was a supporter of the value of fuel quality testing to protect their assets and was contracted to the VPS Fuel Quality Testing Program. As such, the vessel’s Chief Engineer took a continuous drip sample at the ship’s manifold [during bunkering] for VPS to test.
This sample arrived in the VPS laboratory in Rotterdam for ISO8217 testing on 16th January 2021. The fuel analysis report was issued to the vessel managers on 17th January 2021 with an immediate followup telephone call, as the test results were generated outside office hours.
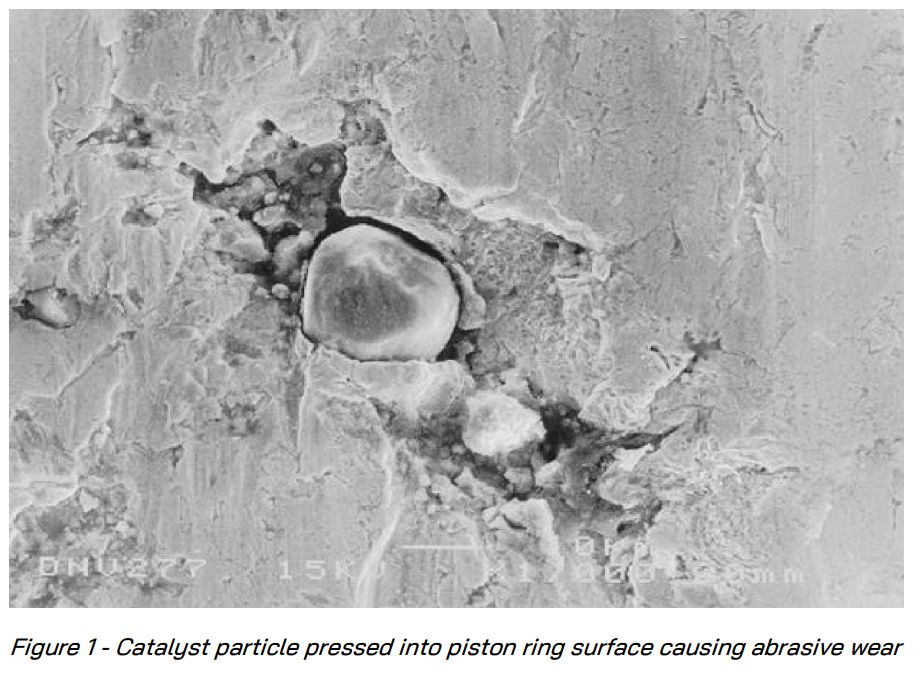
The VPS analysis identified off-specification results for Sediments. The results also indicated the fuel contained high levels of abrasive catalytical fines [210 mg/kg Aluminium-Silicon].
The maximum allowed value as per marine fuel standard ISO 8217:2010 is 60 mg/kg and engine manufacturers specify a maximum limit of 10-15 mg/kg of Aluminium-Silicon at engine inlet.
In view of the extremely high catalytic-fines level, VPS advised that this fuel should not be used.
The VPS client subsequently placed the Charterers on notice, highlighting the fuel was unfit-for-purpose with a high potential risk of engine damage should the fuel be used.
This VPS client subsequently agreed with the Charterer to perform a joint analysis at a third laboratory to further determine the concentration of elements within the sample from the bunker tanker.
VPS was present during the seal-breaking of the sample, acting for and on behalf of the vessel managers.
Then the VPS test results for Aluminium-Silicon were confirmed. Therefore, both parties agreed to de-bunker this fuel and supply fresh bunkers on the Charterers account.
VPS also recommended that the vessel’s tanks containing this fuel should be cleaned to eliminate any abrasive material that may have settled out from the fuel.
The parties followed these recommendations and tanks were cleaned, again on the Charterers account.
This is the proven value of the VPS Fuel Quality Testing Program
The speed with which VPS performed expert analysis and reporting within 48 hours of the bunker sample being taken at the vessel – combined with our attentive customer service and technical advice – proactively prevented any damage occurring.
Looking at this another way, if the vessel had used this particular offspecification fuel, it could have suffered severe engine damage. This would have resulted in costly repairs, replacement of fuel system and engine components, delays, loss of goodwill between Owner and Charterer and safety at sea would have been compromised.
Proving again the importance of only working with the world-leaders in this industry – VPS.
By Steve Bee, VPS Group Commercial & Business Development Director
Black Carbon is material produced and emitted as solid particulate matter from the incomplete combustion of carbon‐based fuels. Black carbon can have a detrimental effect on human health, contribute to environmental warming effects and it has been quoted that black carbon emissions from global shipping contributes 1‐2% of the world’s black carbon pollution.
Before looking into the possible contribution to black carbon emissions from fuels, a more significant factor relates to the engine type and load, impacting upon this form and level of pollution. Slow speed two‐stroke engines, used in larger oceangoing vessels are considered to have lower Black Carbon emission factors than higher speed four stroke engines. For larger engines, increasing engine load, reduces Black Carbon emissions whereas for smaller engines, the reverse relationship seems to hold. Across a variety of diesel engine types, larger engine displacement correlates with lower relative Black Carbon emissions. The Tier II engine, ie more modern marine engines with electronic controls and in‐cylinder approaches to reduce NOx emissions have lower Black Carbon emissions. Scrubbers installed to meet IMO2020 also provide an approximate 30% reduction in Black Carbon emissions.
Focusing now upon marine fuels, Heavy Fuel Oils (HFO), typically contain approximately 60% aromatics, and tend to be high in density. Within HFO, these aromatic hydrocarbons possess a much higher specific gravity than other hydrocarbons and are very stable under heat, but can be chemically active to a degree. These aromatic compounds contain a higher proportion of carbon than the other hydrocarbon types and due to this characteristic, they have a tendency to smoke, when burnt.
Recently industry and shipping media reports have stated the new VLSFO fuels introduced to ensure legislative compliance to 0.50% sulphur content are responsible, or potentially responsible, for increased levels of black carbon pollution due to their higher aromatic content?
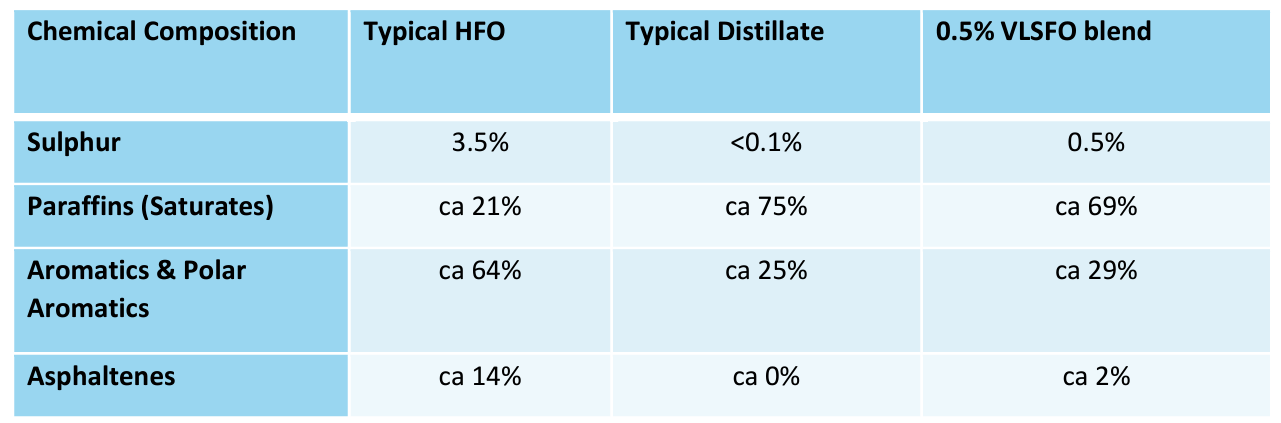
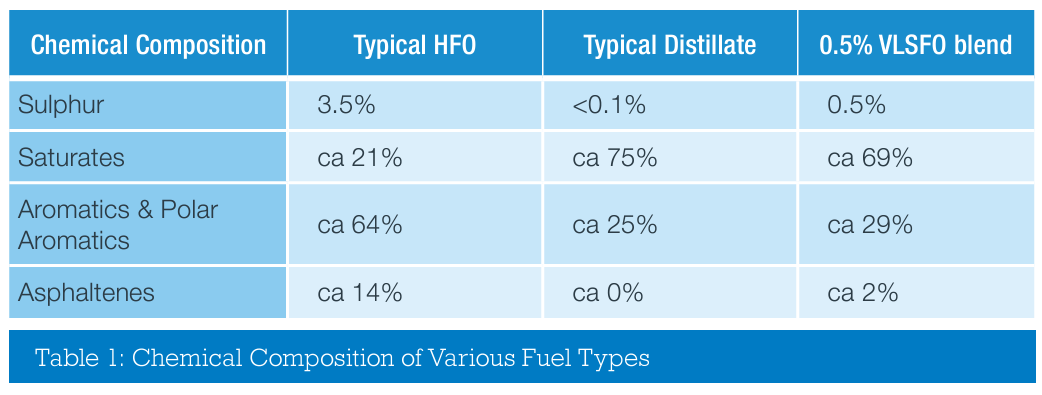
Whilst its possible certain VLSFOs may have elevated aromatic content, it is to be expected that for VLSFO fuels produced by blending, such fuels will have lower aromatic content than a typical Heavy Fuel Oil (HFO) since the major blended component (distillate) has typically half the aromatic content:
The table above shows an average VLSFO composition where the aromatic content is less than 50% of the aromatic content seen within a typical HFO. However, the saturate content of an average VLSFO fuel is three times that of a typical HFO. Saturates are present in the form of paraffinic components, which can lead to issues in relation fuel wax precipitation and VLSFOs typically have saturate levels similar to distillate fuels.
However as stated, with a number of blended VLSFOs potentially having less than half the aromatic content of HFO, it is difficult to understand why it is believed by some, that all VLSFOs may be producing more black carbon due to their aromatic content?
Taking another look at VLSFOs tested by VPS in Q4‐2019, we can also consider:
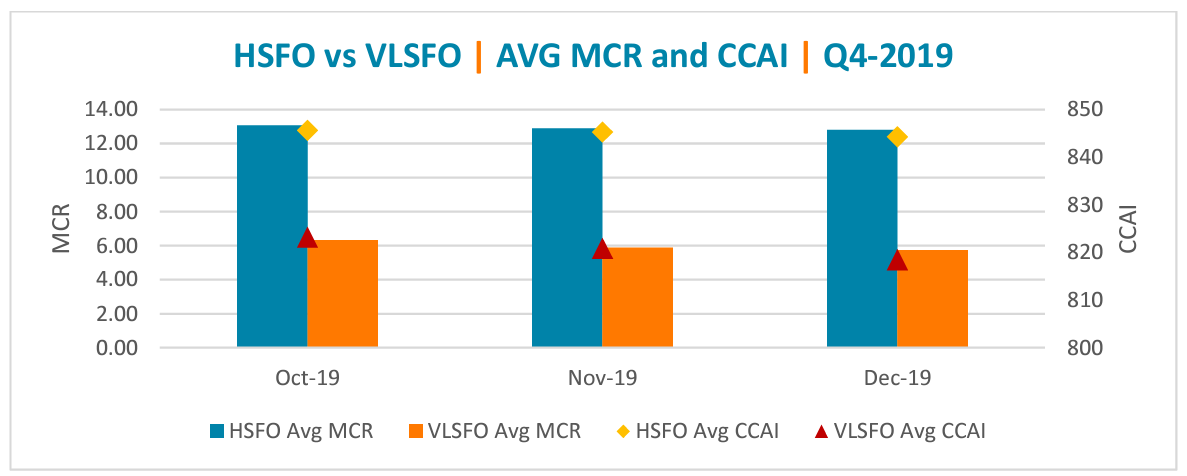
Micro Carbon Residue (MCR): The carbon residue value serves as an approximation of the tendency of petroleum products to form carbonaceous deposits under similar degradation conditions and may be useful in the assessment of relative carbon‐forming tendencies of products within the same class. In this case, care should be taken in the interpretation of results (ISO 10370:2014).
Calculated Carbon Aromaticity Index (CCAI): An index of the ignition quality of residual fuel oil, based on its density and kinematic viscosity. The lower the CCAI, the less aromatic the fuel. It is recognized that over the years since its development, the chemistry of residual fuel oil blends has become more complex and today, on occasions, fuels with similar densities and viscosities (i.e. similar CCAI’s) may have significantly different ignition characteristics as may fuels of similar CCAI values but of different densities and viscosities (CIMAC, 2011).
The figure below provides a comparison of the average MCR and CCAI values for all VPS tested HSFO and VLSFO samples in Q4‐2019. It illustrates that both MCR and CCAI are much lower for VLSFOs than for HSFOs, which means that these VLSFOs tested, could have lower potential for black carbon emissions than HSFOs.
Blending Light Cycle Gas Oils (LCOs) in VLSFOs: One key point to highlight is, there may well be a percentage of VLSFOs which contain light cycle gas oils (LCOs) within the blend, (LCOs). LCOs can contain up to 60% aromatics and as a consequence, any VLSFO blended with LCOs may firstly have a higher density, than other VLSFOs, due to the higher aromatic content of LCOs, but their potential for producing black carbon will be on par with HFOs of similar aromatic content.
By Steve Bee, VPS Group Commercial & Business Development Director
Twelve months ago, if the world’s population had the benefit of “20/20 vision”, would we have stopped the clocks, or chosen “fast-forward” to 2021? Without doubt the year 2020, has been one of the most challenging in terms of human health and business. Unfortunately shipping and the bunker industry have not escaped the health issues or the business downturn, in a year which was always going to raise its own specific challenges to the industry, in terms of the new IMO2020 legislation.
So, eleven months into 2020, what did we originally expect, what did we actually witness and what will the future hold for bunker fuel?
Prior to 2020 shipping companies faced the IMO2020 conundrum of which fuel would best suit their business needs, MGO, HSFO/Scrubbers, or the new VLSFOs which were coming into the market? Many experts predicted a huge increase in demand for MGO, whilst stating scrubber uptake had been slow and VLSFOs were relatively unknown in terms of performance.
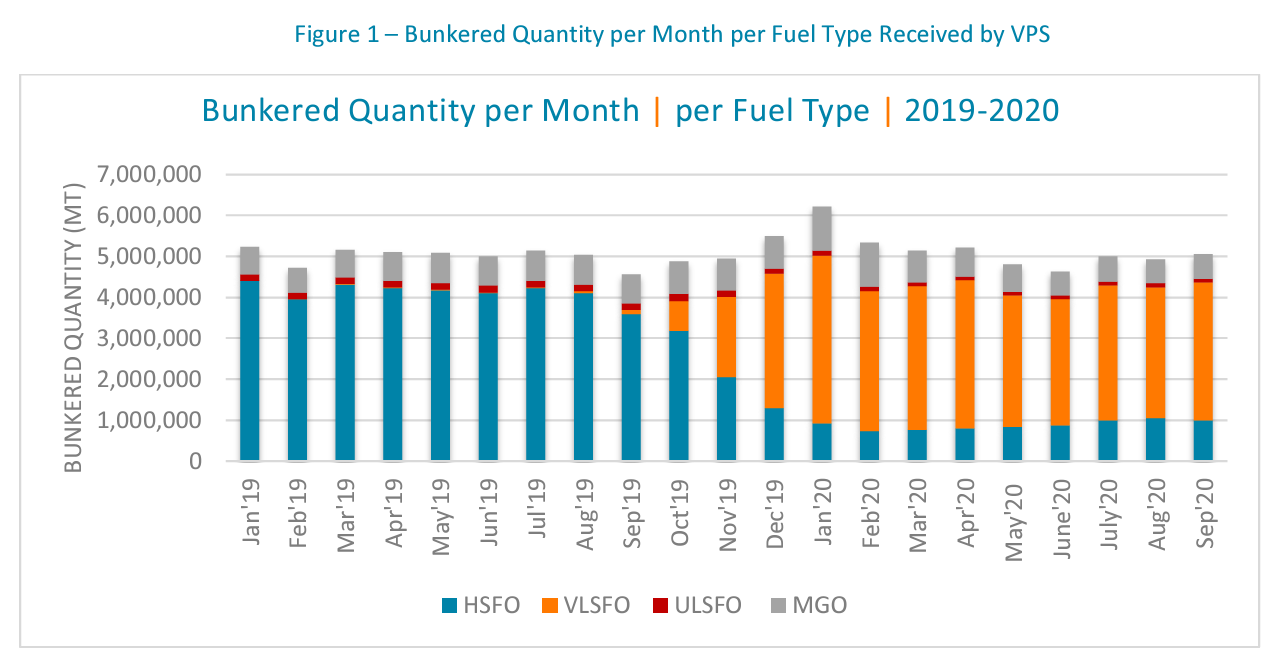
Whether it was for economic reasons, or other, the rise in demand for MGO never materialised and throughout 2020, MGO has accounted for only 12% of the samples received by VPS for testing.
With HSFO, historically the main bunker fuel of choice and accounting for 85% of all samples tested by VPS in 2019, this fuel immediately plummeted to only 15% in January 2020. However, between February 2020 to September 2020, HSFO samples grew by 37%, to account for 20% of all samples received by VPS, indicating an increase in scrubber usage as the year progressed.
VLSFO fuels were immediately taken up from just before January 2020 and have consistently accounted for 66% of all samples received by VPS, this year.
VLSFOs were forecast to be wide ranging in their viscosities and densities, be high in Cat-fines and to have stability and cold-flow issues, due to the higher paraffinic content and the interaction between the residual and distillate components of these highly blended fuels. This fuel type was most importantly to have a compliant sulphur content of 0.50% or less.
The reality of what we have seen in relation to VLSFOs is the density range has been proven to be wide ranging, although as the year has progressed, it has tightened a little and as of September 2020 ranged from 830-990kg/m3 , with 86% of all VLSFOs tested by VPS having a density between 920-980 kg/m3
As for viscosity of VLSFOs, the range has also been wide and up to September 2020, was 2Cst – 590Cst, but with 86% of all VLSFO viscosities being less than 180Cst. It is extremely rare to find a VLSFO at the 380Cst level.
If there has been one major repetitive occurrence with VLSFOs during 2020 it has been in relation to fuel stability. On many occasions, the fuel delivered to the ship has met specification, but within weeks the fuel has destabilised and formed sludges. The “shelf-life” of VLSFOs is less than three months, which is far less than HSFO (six months) and MGO (12 months). The complex blends of residual and paraffinic materials, has led to an almost conflicting situation, where VLSFOs require heating to avoid wax precipitating from the paraffinic content, but extended heating at higher temperatures, speeds up the fuel aging process and has a destabilising effect upon the residual components.
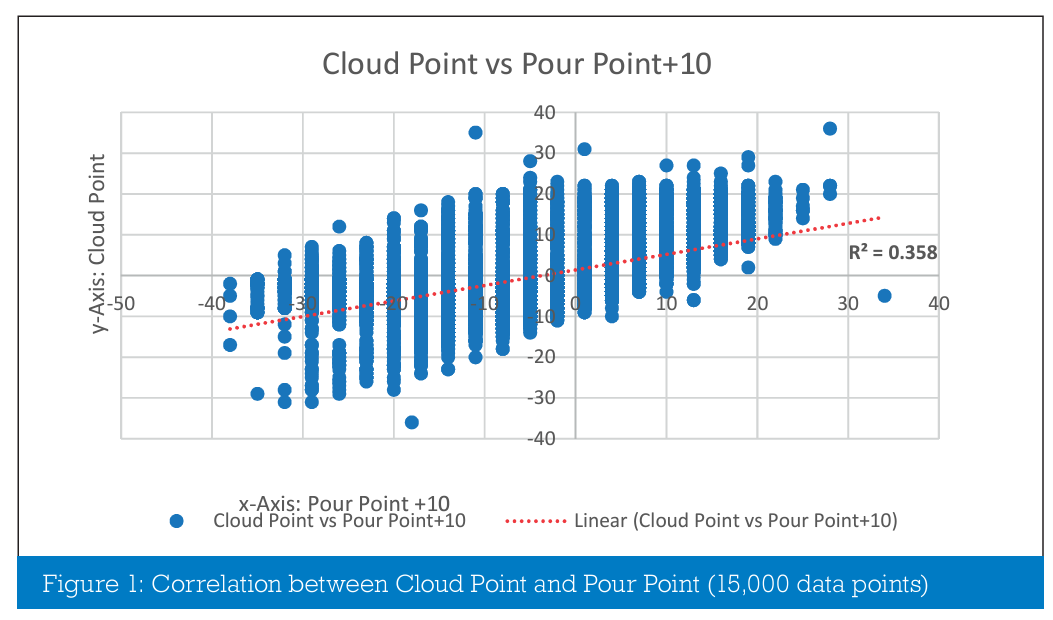
This links in to the cold-flow properties of VLSFOs, where at present 99% of VLSFOs have a Pour Point of less than 30°C, but 67% of VLSFO tested have a Wax Appearance Temperature (WAT) greater than 30°C, with the average WAT currently 21°C above the average pour point. Firstly, this would suggest that in many situations, the historical advice of storing fuel at +10°C above the pour point is no longer a safe recommendation, as wax may have already precipitated from the fuel at temperatures which are higher than +10°C of the pour point temperature.
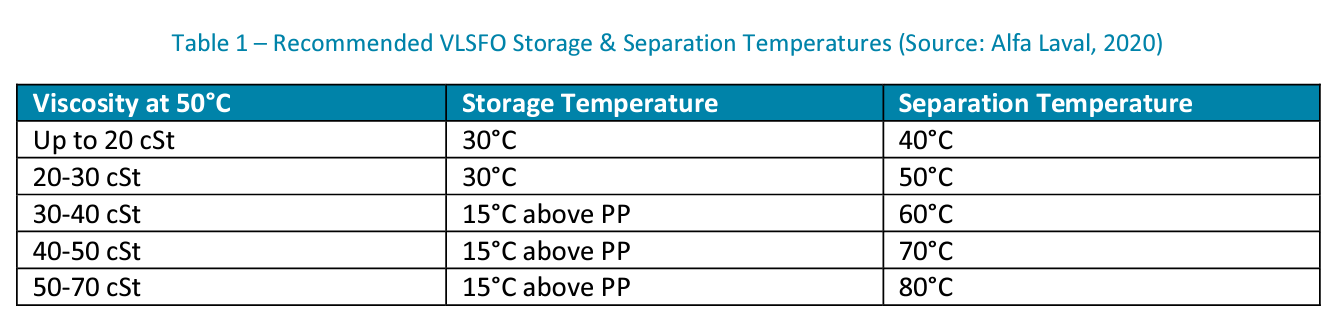
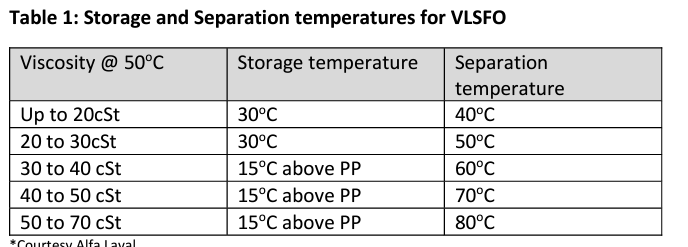
Secondly, separator OEMs generally recommend the temperatures mentioned in Table 1 for safely storing and separating VLSFOs. VPS has already observed several instances where the recommended separation temperature is below the WAT, which results in separator sludging or complete blockage, especially in cases where cat fines are high and viscosity is low. The problem of heating low viscosity fuel above the WAT is that the viscosity becomes so low that the booster pumps of the vessel cannot produce sufficient pressure, introducing leakages and potentially leading to vapour lock. When a vessel cannot increase the temperature above the WAT, due to operational restrictions, the fuel is essentially unusable.
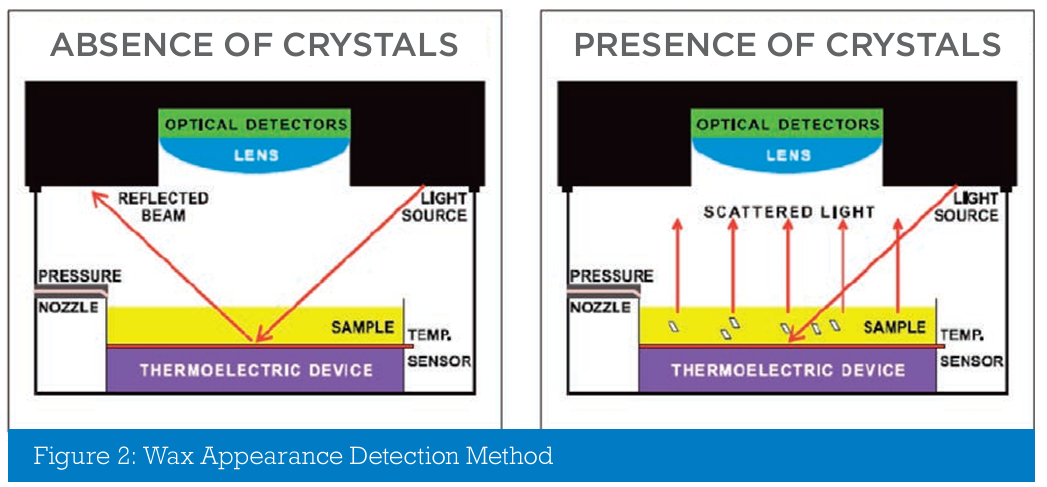
During Q1-2020, VPS observed 40 cases where red and/or white deposits were found on piston tops, piston crowns and on the underside of cylinder heads (Figure 2). These deposits were often hard and required power tools to be removed. These deposits were linked to the excessive wear of cylinder liners, liner scuffing and broken piston rings. In the majority of cases, two-stroke engines were more susceptible to these types of damage.
This damage to engine components had a detrimental impact on vessel operability. The engines affected were not limited to any specific OEM, but from many of the major engine makers in the marine industry. In all cases VLSFO fuel quality was tested and found to be acceptable and the original cylinder oil that was used was grade 40BN supplied from most of the key suppliers.
The investigation identified that the reserve BN in the cylinder oil was not being utilised to neutralise the acids formed during the fuel combustion process as is its purpose. This resulted in calcium compounds being deposited on the piston top, which became hard and abrasive causing liner wear, liner scuffing and piston ring breakage resulting in serious operational issues.
VPS suggested a number of preventative actions to ship operators using VLSFOs in order to protect engines and avoid operational issues arising from excessive liner wear. Primarily undertaking Cylinder Scrape-Down Analysis to identify if an adequate Lubricating Oil formulation is being used, which may be further confirmed by a Sweep Test. In addition to this, ship operators should closely monitor engine operation during introduction of new VLSFO fuel and fuel changeover procedures.
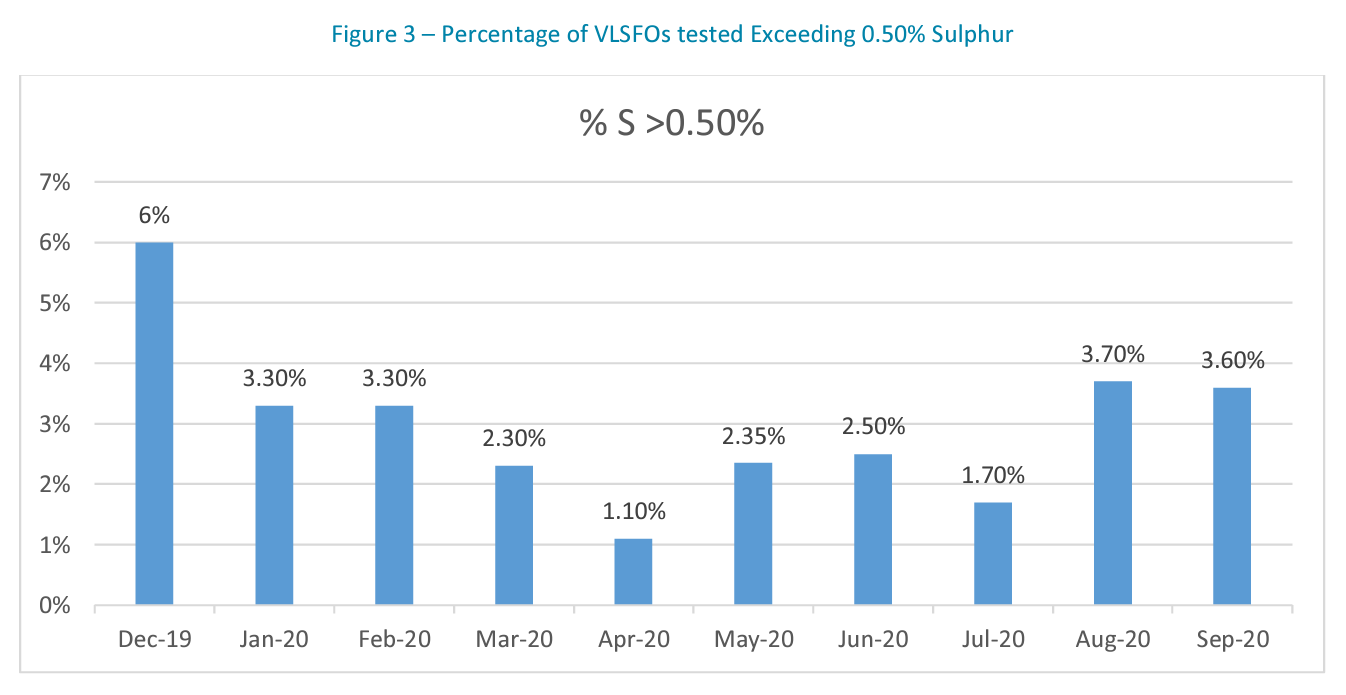
The key reason for VLSFOs being developed was to ensure compliance with IMO2020 and the 0.50% Sulphur global cap limit. However, whilst sulphur levels exceeding 0.50% decreased from December 2019 to April 2020, going from 6% down to 1.1%, we saw an increase in samples tested exceeding 0.50% S from May, with 3.6% of tested samples exceeding 0.50% S in September, (Figure 3).
One good news story relates to VLSFO cat-fines which were expected to be higher for VLSFOs. In January cat-fine levels ranged from 2ppm-500ppm, with 22% of all VLSFOs tested having cat-fines greater than 40ppm. However, these levels decreased throughout 2020 and now the range is 279ppm, with 11% of VLSFOs tested having a cat-fine level greater than 40ppm.
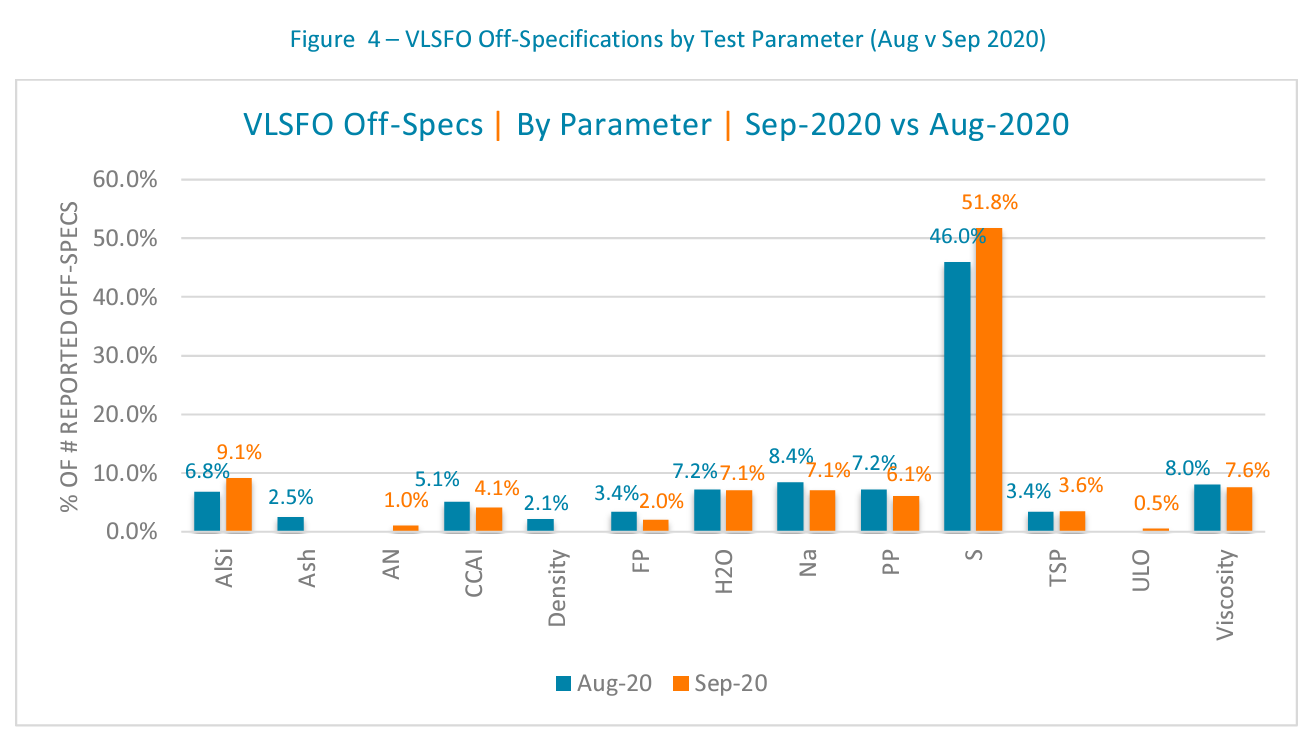
Overall VPS are currently seeing 6.2% of all VLSFOs tested exceed at least one test parameter specification, with ironically, sulphur accounting for 52% of these off-specifications, (Figure 4). In terms of geographical regions, Europe accounts for the highest percentage of VLSFO offspecifications, with 15% of all samples tested from Europe, exceeding at least one test parameter specification.
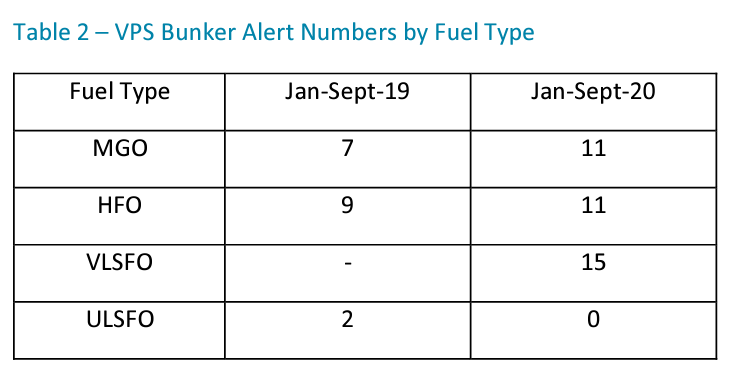
It would also seem that marine fuels did not escape the impact of the COVID-19 pandemic. With a significant reduction in aerospace and road traffic due to the virus, there was a surplus of aviation and automotive fuels at relatively lower price. These fuels have lower in flash points than marine fuels, but also contain very little to zero sulphur. As a result it seems likely that these fuels have found their way into the bunker supply chain. This is supported by an increased number of flash point cases witnessed in MGO, VLSFO and HSFO. Out of the 37 Bunker Alerts VPS issued between Jan-Sept 2020, 17 have been related to flash point issues, with 9 for MGO, 5 for VLSFO and 3 for HSFO. Over the same time period of 2019, VPS issued 8 flash point related Bunker alerts, all of which were for MGO.
Overall 2020 has given rise to many more fuel quality issues than witnessed in 2019 and again returning to VPS Bunker Alerts as an indication of marine fuel quality, we have issued more than double the amount of Alerts year to date compared to the same time period in 2019. See Table 2:
Looking to the future, the IMO has set targets for the reduction of carbon dioxide and greenhouse gas emissions. A 40% reduction in carbon intensity relative to 2008 levels by 2030 increasing to a 70% reduction by 2050, with a 50% reduction on carbon dioxide levels relative to 2008 levels by 2050.
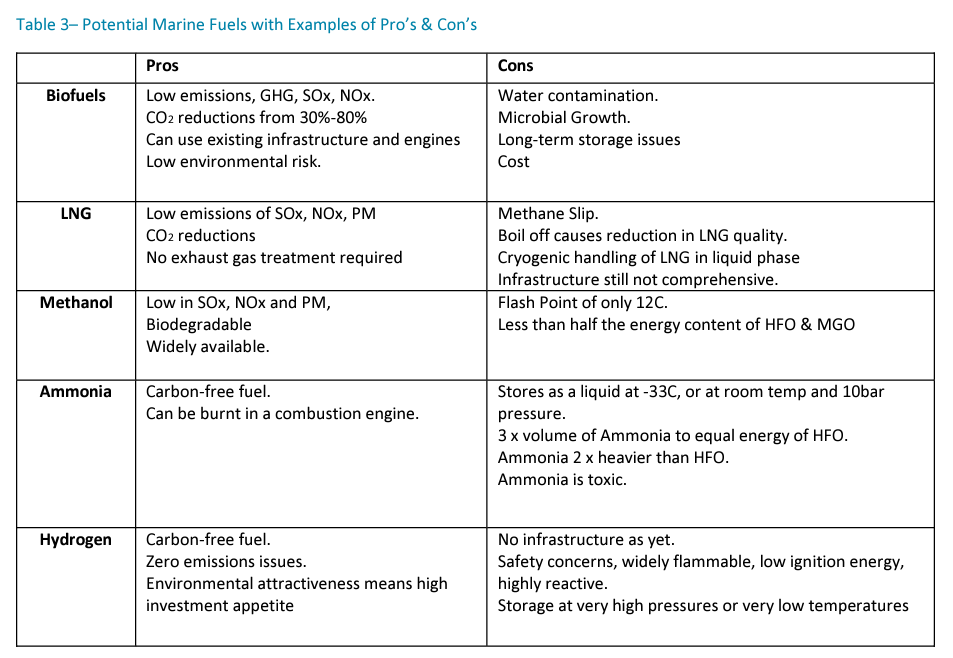
These challenging targets will require the use of fuels with lower carbon content, carbon-neutral and eventually carbon-free alternatives. We already have LNG in use for certain shipping sectors and regions, with methanol also being considered, as another potential option. However, biofuels are gathering higher levels of interest as an alternative fuel.
Some of the advantages of biofuels are: there is no required change in the supply change logistics, no retrofit capex and the fuels can be burnt in existing engines. The source material can be Fatty Acid Methyl Esters (FAME), Hydrogenated Vegetable Oil (HVO), or Hydro-processed Esters and Fatty Acids (HEFA). Using biofuels made from food crops, may cause future conflict as the humanitarian question raised is, should such crops be used for food rather than fuel? Therefore, using waste materials such as used cooking oil (UCO), or even algae, would be politically safer routes for biofuel production. Biofuels can offer potential CO2 reductions of between 30%-80% and therefore a major step towards the IMO targets, certainly over the next ten years.
However, like all fuels, Biofuels, Methanol, LNG and others such as Ammonia and Hydrogen, being considered, all have their pro’s and con’s and all require sound and proactive fuel management.
Whichever route shipping takes from 2021, we can only hope the future is more positive than we’ve seen in 2020. It is certainly looking as though it will be a cleaner, greener future, than we’ve had in the past.
The following article is part of pre-event coverage for the upcoming Singapore International Bunkering Conference and Exhibition (SIBCON) 2020; where Manifold Times is an official media partner.
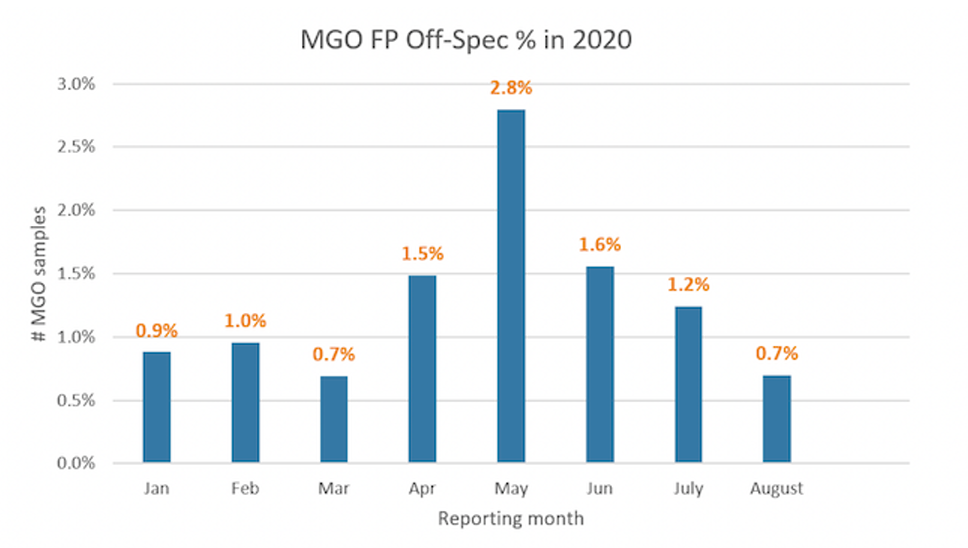
Analysis of big data by international fuel testing and inspection company Veritas Petroleum Services (VPS) have uncovered a link between a spike of low flashpoint off-spec cases for marine gas oil (MGO) and Coronavirus Disease 2019 (Covid-19) developments.
In May, VPS identified 95 occasions where MGO bunker samples were below the 60°C flash point requirement as mandated by the International Convention for the Safety of Life at Sea (SOLAS), according to Dr Malcolm Cooper, VPS Group Managing Director.
“This was investigated due to the serious health and safety risk posed to the ship’s crew and the non-compliance with the SOLAS Convention,” he told Manifold Times.
Dr Cooper noted governments introducing Covid-19 related lockdown measures earlier in 2020 to limit spread of the virus – a decision which adversely affected global aviation and land transportation industries.
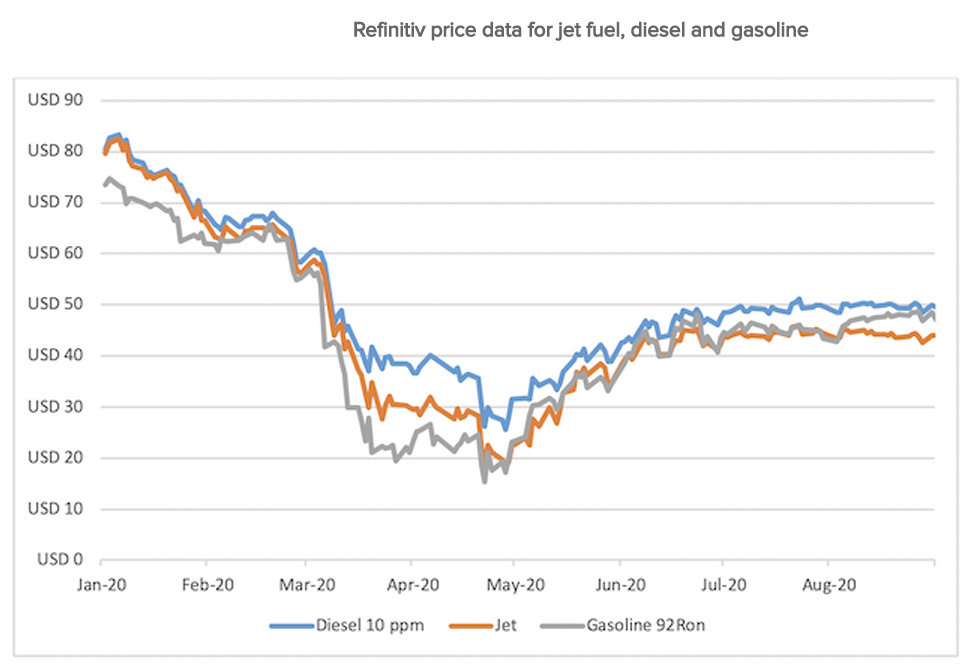
The development resulted in a significant surplus of road and aviation transport fuels on the market and also a decline of prices for the fuels (as shown by Refinitiv data below).
This provided commercial impetus for road and aviation fuels, both of which have lower flashpoints than MGO, to be blended into bunkers; thereby increasing the occurrences of low flashpoint off-spec cases for MGO.
Further, the current low prices for road and aviation fuels in September could mean another increase of flashpoint off-spec cases for MGO when players start introducing the products back into the bunker stream, he suggests.
“The Covid-19 pandemic has clearly had an extremely damaging effect on human health but it has also substantially impacted marine fuel supply chains and deliveries and hence product quality,” explained Dr Cooper.
“It is likely that some of this surplus diesel and kerosene has reached the marine fuel supply chain given the complex route from refinery to final product.
“By applying data analytics, there is a clear correlation between the spike of low flashpoint off-spec bunker fuels with the availability of road and aviation fuel.
“The application of data analytics to good quality data provides a useful insight into how VPS is now providing a commercial offering to the market capable of helping the user to optimise fuel costs and greenhouse gas emissions.”
VPS Whitepaper by Captain Rahul Choudhuri & Renze Vonk
Summary The transition of marine fuels to meet IMO 2020 Sulphur regulations has seen a greater supply of Very Low Sulphur Fuel Oil (VLSFO) and Distillate Fuel (MDO/MGO) to the shipping industry. This has raised the stakes on the cost associated with the transaction of these marine fuels for the foreseeable future.
This White Paper reports upon a VPS investigation into the quantity shortage risks and associated potential cost savings with these marine fuels, by evaluating the VPS Bunker Quantity Survey data. A statistically sound data set was considered for this survey, covering more than 10,000 bunkerings, carried out in 2019.
The final analysis of the VPS BQS data highlights the average financial losses relating to fuel delivery, per vessel per year, can be as much as US $96,200, even with low fuel costs at the time of writing. However, the cost of a VPS Surveyor to avoid such losses would only be an average US $15,000 per vessel per year, (depending upon duration and location of the bunkering).
This problem will be amplified when in addition there is a quantity shortage claim, undeclared Remaining Onboard Quantity (ROB), or a sampling dispute.
Investigation The Bunker Quantity shortage risk potential for any bunker fuel delivery can occur for various reasons which may be categorized as follows:
1. The Ordered quantity & the Bunker Delivery Receipt quantity was different.
2. The Bunker Tanker delivered quantity & Bunker Delivery Receipt quantity was different.
3. The Bunker Tanker delivered quantity & the Vessel’s received quantity was different.
4. The Bunker Tanker delivered quantity fuel density was different from the Vessel’s received fuel density.
5. The ROB quantity on the vessel as measured by VPS Bunker Surveyor was different from that declared by the vessel’s staff.
Quantity Shortage The VPS data for the average quantity shortage was evaluated using the Items 1 & 2 under VPS Bunker Surveyor strict quality control of the bunkering. The intention was to see the differential of these criteria as it is assumed that they should be the same during a fuel delivery. Our findings show otherwise.
The evaluation shows that on average, a quantity shortage of ‐6.6 M/tons or ‐0.5% of stem size occurred for every bunker delivery of Heavy Fuel Oil (HFO) & VLSFO. For the supply of MDO/MGO fuel, an average quantity shortage of ‐3.7 M/tons or ‐1.7% of stem size occurred.
In financial terms, this then equates to an average loss per loading of US$2,200 for VLSFO (US$330 per M/ton at time of writing) and US$1,400 for MGO (US$380 per M/ton at time of writing). So, for each bunkering, assuming a loading of VLSFO and MGO, the shortage potential would be US$3,600 and this translates to a loss of US$36,000 per annum (basis of 10 bunkering per ship per annum).
It is important to note that at a consolidated level, 7% of all bunkering showed an average quantity shortage of more than ‐20.0 M/tons for the same criteria. In such a case, this would equate to at least US$6,600 per bunkering.
Quantity Dispute The quantity dispute claim under Item 3 refers to differences between the Bunker Tanker’s delivered quantity & the Vessel’s received quantity.
Our survey data shows that 4.6% of surveys resulted in a Note of Protest being issued for shortage claims. These shortage claims were on average ‐20.2 M/tons, equating to US$6,700 per claim.
With a fleet of 50 vessels, this would translate to 23 such claims to be expected per year totaling US$134,000 which is more reason to assure proper claims handling.
One of the added values of using a VPS Bunker Surveyor is that the detailed work performed in conducting the survey, preparation of the documentation and follow‐up investigation (as specified in the VPS BQS Code of Practice) ensures a 70% claims recovery. This level of detail enables the VPS Bunker Surveyor to indicate who is right or wrong, instead to leaving this to the buyer. This translates to a saving of US$2,200 per year per vessel.
ROB Dispute The quantity shortage potential under Item 5 refers to the ROB quantity ascertained on the vessel by the VPS Bunker Surveyor as opposed to the ROB declared by the vessel’s staff.
It is not uncommon to find excess ROB quantity on the vessel. This means that the bunker quantity received by the vessel can be reduced by the excess bunkers found by the VPS Bunker Surveyor.
Following the onset of Covid‐19, VPS Bunker Surveyors have already uncovered 500 M/tons in excess onboard vessels for a single customer. This translates to a cost saving of US$165,000 over this short time period.
On average, where ROB surveys are conducted, excess bunkers of 15 M/tons per vessel has been found. This translates to US$5,000 per bunkering or US$50,000 cost savings per vessel per year.
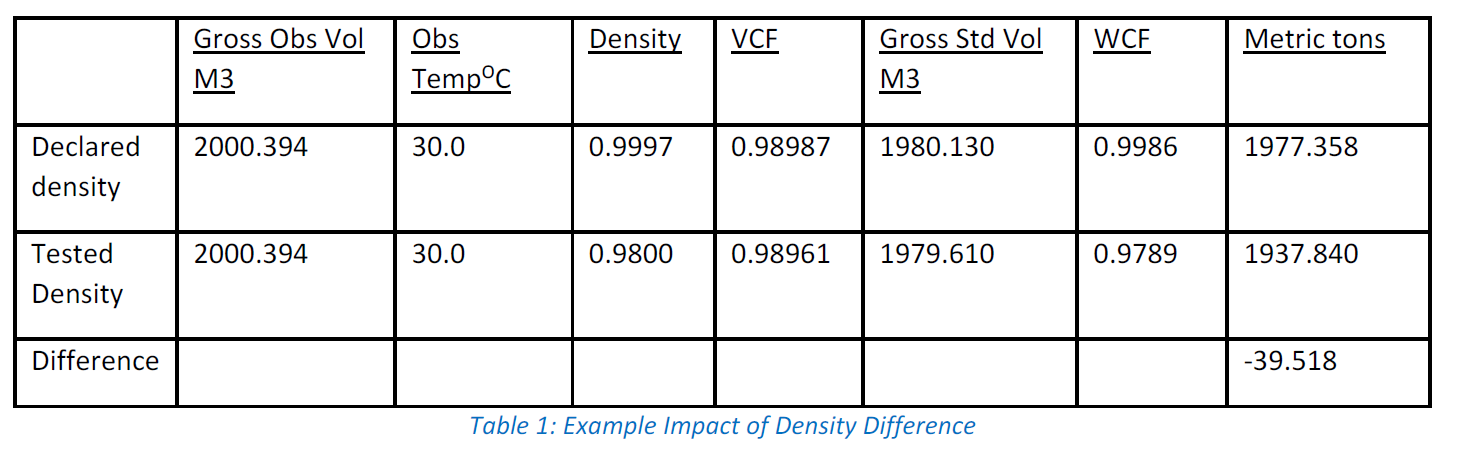
Sampling Dispute The bunker fuel product density & temperature determines the volume & subsequent tonnage of the bunker delivery.
VPS survey data shows an average density difference of ‐1.3 Kg/m3 per bunkering for VLSFO resulting in a shortage of about ‐1.9 M/tons per bunkering & which equates to a loss of US$600 per bunkering or US$6,000 per year; and an even higher 2.6 Kg/m3 difference for MGO which would be a shortage of 0.6MT and a corresponding loss of $200 or $2,000 per year. In total this translates to a potential cost saving of US$8,000 per year.
The accuracy of the density is dependent on the employment of the proper method & location of the sample collection. This excludes MFM deliveries.
Sampling disputes arises when the bunker fuel sampling is not undertaken in accordance with surveying standards resulting in a nonrepresentative sample. This is unfortunately still common in most bunker ports of the world where bunker tankers still do not take a representative sample due to lack of interest, improper equipment, or not following standards.
VPS sampling data shows that, without the presence of the VPS Bunker Surveyor, at least 20% of bunkering samples do not follow proper documentation. This will, in addition, reduce the chance of claims success for a fuel quality dispute where e.g. a single engine damage case can cost up to US$500,000.
The presence of the VPS Bunker Surveyor, throughout the entire fuel delivery, can therefore ensure that the sampling process is closely monitored, and internationally accepted survey & sampling standards are following in line with SS 600:2014 Code of practice for bunkering, SS 648:2019 Code of practice for bunker mass flow metering, ISO 13739:Petroleum ProductsProcedures for the transfer of bunker to vessels(Second Edition 2020‐02) & the VPS Bunker Quantity Survey Code of Practice 2019.
This will correct any incorrect bunkering practice & ensure that a truly representative sample at custody transfer is taken & documented to give the highest likelihood of successful claims handling.
Conclusion 1. An average loss of ‐6.6 Mons for MFO/VLSFO and ‐3.7 M/tons for MDO/MGO can be expected for a bunker delivery. This translates to a loss of US$3,600 per bunkering or US$36,000 per year per vessel. On 7% of cases, this loss can be higher at ‐20.0 M/tons which translates to a loss of US$6,600 per bunkering. The actual quantity loss can vary from port to port & further details are available in the VPS database of more than 70,000 surveys.
2. There is a 4.6% chance of a bunker quantity shortage of an average ‐20.2 M/tons during a bunker delivery where a Note of Protest is issued for a claim. This translates to a cost saving of US$4,700 per resolved claim, or US $2,200 per year per vessel.
3. ROB Quantity on vessels requires consistent monitoring to avoid excess bunker expense. Any undeclared bunkers constitute cost savings. The average excess ROB found onboard was 15 M/tons. This translates to US$5,000 per bunkering or US$50,000 per year cost saving per vessel.
4. Improper sampling can compromise a quantity dispute related to density. This translates to a loss of US$800 per bunkering or US$8,000 per year per vessel.
5. Overall, this investigation shows that bunkering activity needs to be methodically controlled with the constant presence of a knowledgeable & professional VPS Bunker Surveyor to avoid a quantity shortage situation. Failure to do this will result in a total bunker quantity loss in the order of US$96,200 per vessel per year. VPS is able to generate these savings through our high‐quality surveying service, underpinned by a detailed BQS Code of Practice and a rigorous training and refresher programme for all Surveyors. The engagement of a VPS Bunker Surveyor at approximately 15% of this cost will not only save money, but significantly reduce management stress, time & reputation.
Steve Bee looks at the story so far in terms of the characteristics and behaviour of the new breed of VLSFOs.
There is always an element of fear when stepping into the unknown, which usually results in acting cautiously and even offering an element of resistance. For the shipping industry, 1 January 2020 was certainly a step into the relative unknown with respect to IMO 2020 and the consequential fuel considerations for ship owners and operators – and the key question being which strategic decision would be the best for their business in a world of more stringent environmental regulations?
For over 50 years, marine fuels had predominantly been limited to residual heavy fuel oil (HFO) and distillate grades of marine gasoil (MGO). Whilst improvements in crude oil refining and MARPOL Annex VI legislation altered those two marine fuels to some degree over the past years, with the implementation of IMO 2020 the purchasers and users of marine fuel now had a more complex choice to make, summarised as:
1. Use only MGO, historically the most expensive fuel to use.
2. Or, use HFO in combination with installing exhaust-gas-cleaning-systems onboard vessels, which come with their own considerable investment commitments.
3. Possibly use LNG, a fuel with relatively limited availability and not without its own required investment costs.
4. Or engage in using the ‘new kid on the block – very low sulphur fuel oils (VLSFOs)?
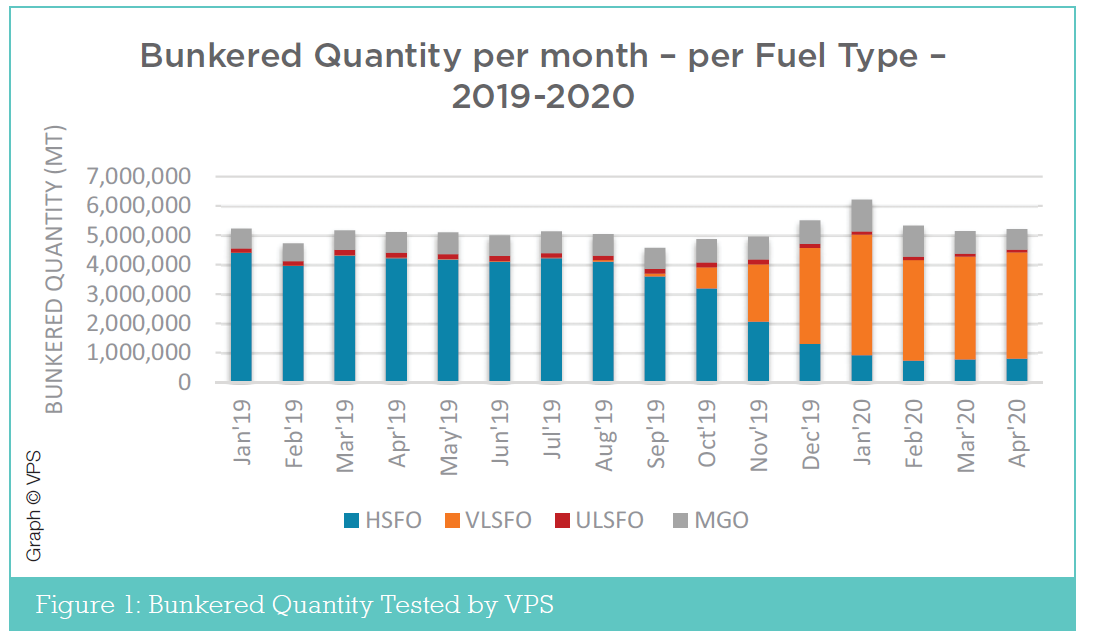
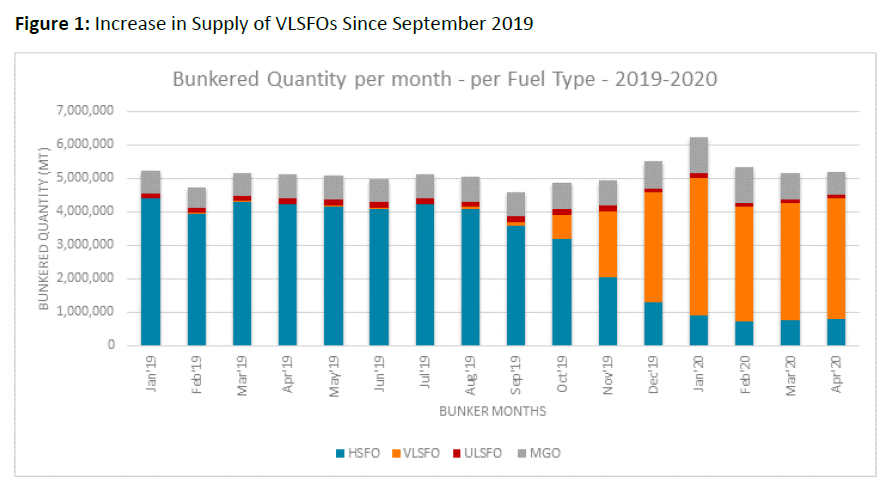
Many ship owners and operators did not openly declare their strategy and fuel choice until well into the second half of 2019 and it was at this time VPS really started to see VLSFO samples coming into our laboratories in increasing numbers. The immediate observations at that time regarding VLSFOs were in relation to a wider range of densities and viscosities, higher levels of cat fines, numerous stability and cold-flow issues and the fact that even though these fuels were meant to ensure compliance to 0.50% sulphur content, 10% of samples tested were found to be non-compliant in terms of sulphur. By the end of 2019, VPS identified 8% of the VLSFO samples tested had a sulphur level greater than 0.50%, having tested almost 5,000 VLSFO samples at that point. After 1 January 2020, VPS witnessed an immediate and significant switch to VLSFO fuels in the marine fuel supply and demand market, with an average of 67% of all bunkered fuel tested by VPS being VLSFOs, over Jan-Apr 2020. During this period MGO market share was at 16% with HFO at 15% and ultra-ULSFO at only 2% (See Figure 1).
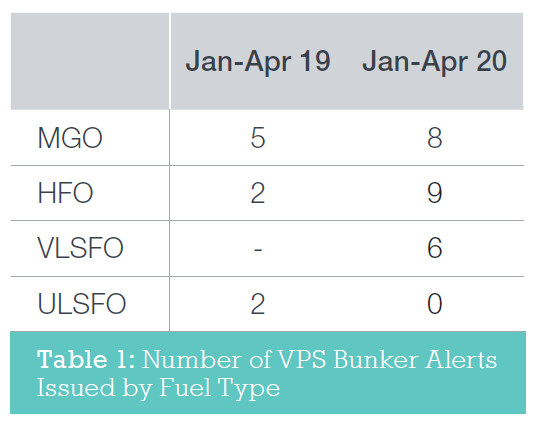
Whilst the year started very strongly for bunkering volumes, the COVID-19 pandemic played a significant role in decreasing bunker fuel demand in March and April, however the percentage increase in VLSFO demand continued against other fuels. The fall in crude pricing and subsequent marine fuel price drop, did not see a rise in demand for MGO, or a fall in demand for HFO, as one may have expected. However, media reports of some shipping companies postponing scrubber installations whilst cheap fuel was available does appear to have occurred over this time period. Reviewing VPS Bunker Alerts as an indicator of overall fuel quality (these are reports of short-term fuel quality issues in specific ports for specific test parameters), VPS issued 23 Alerts between January-April 2020 as compared to only 9 Alerts over January-April 2019. Interestingly there has been an increase in Bunker Alerts for MGO, HFO and VLSFO this year as in Table 1:
These figures highlight that there has been an increase in quality issues for all marine fuel types to date in 2020.
VLSFO – Quality
VLSFO Off-specifications
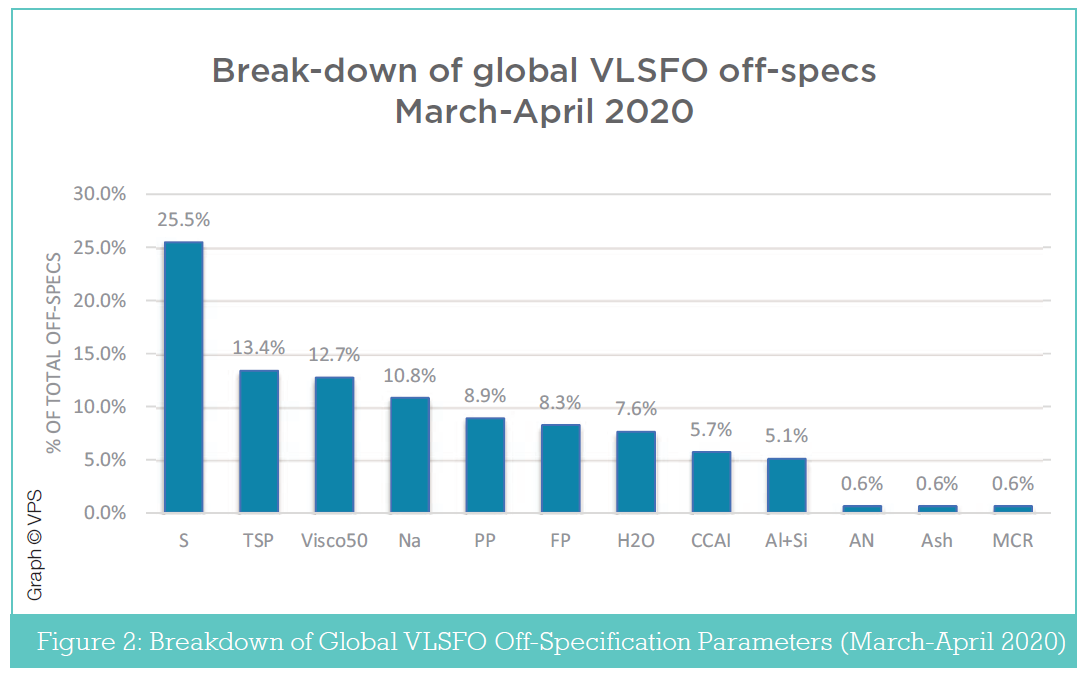
For VLSFOs, which are the most commonly purchased marine fuel-type in 2020, 4% of these fuels exceed at least one test parameter specification, with sulphur accounting for 25% of those off specification parameters, followed by TSP (i.e. stability) issues at 13% as in Figure 2.
VLSFO Compliance
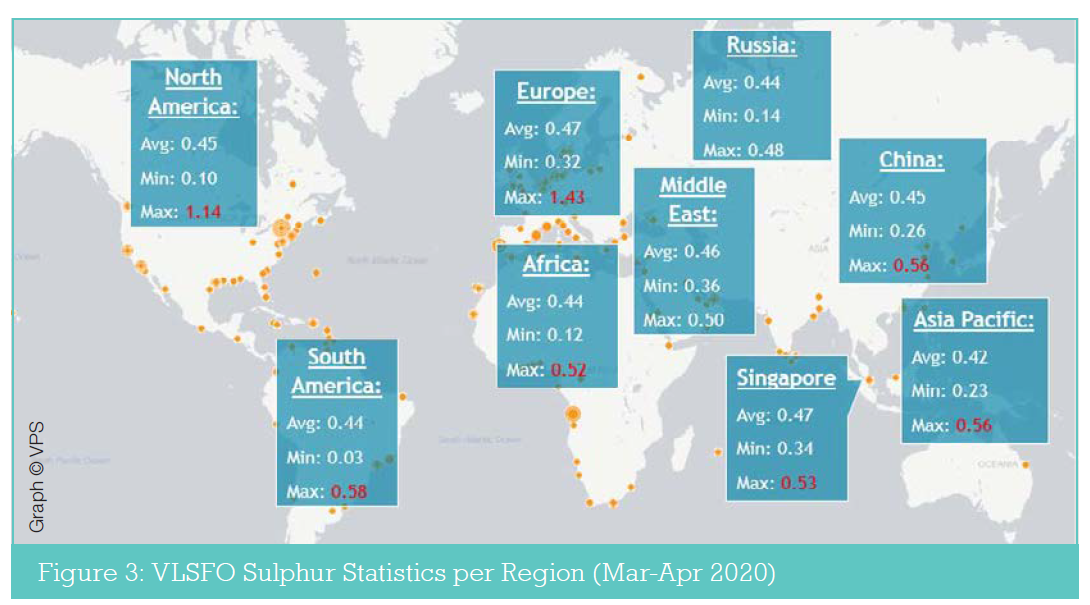
In terms of sulphur compliance, VLSFOs have shown a significant improvement from the 8% non-compliant level at the end of 2019, with only 1.1% of samples exceeding 0.50% sulphur over March-April 2020. In terms of the 95%-confidence limits, 44.3% of samples fall between 0.47%-0.50% sulphur, 0.8% of samples were between 0.51%0.53% sulphur, with only 0.3% of samples tested exceeding the upper limit of 0.53%. For all of the main bunkering regions VPS are seeing the average sulphur levels at compliant levels, but on occasion, some significant maximum spikes up to 1.43% sulphur (See Figure 3).
VLSFO Stability
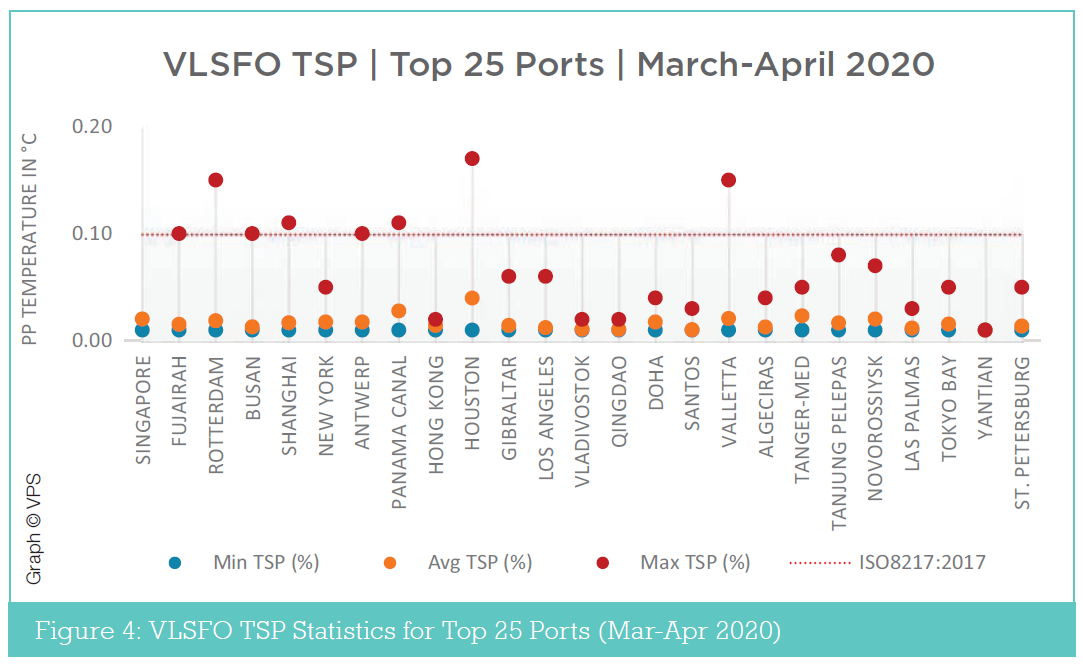
Since VPS first began testing VLSFOs, stability has been an area requiring additional consideration. VLSFOs are highly blended fuels containing varying amounts of aromatic and paraffinic components, which creates a greater potential for the fuel to destabilise, forming asphaltenic sludges, waxes, or both. These stability issues require greater attention regarding the fuel’s storage conditions, transfer and burning, following receipt onboard, in order to avoid operational problems. Although TSP accounted for 13% of the VLSFO off-specifications between March-April 2020, the average Total Sediment Potential (TSP) values across the world’s bunkering regions are on specification with values between <0.01%-0.03%. It is noticeable that VLSFOs have been tested as stable when bunkered, but have quickly become unstable, some within only a few weeks, indicating their storage lifespan is much shorter than the more traditional marine fuels (See Figure 4).
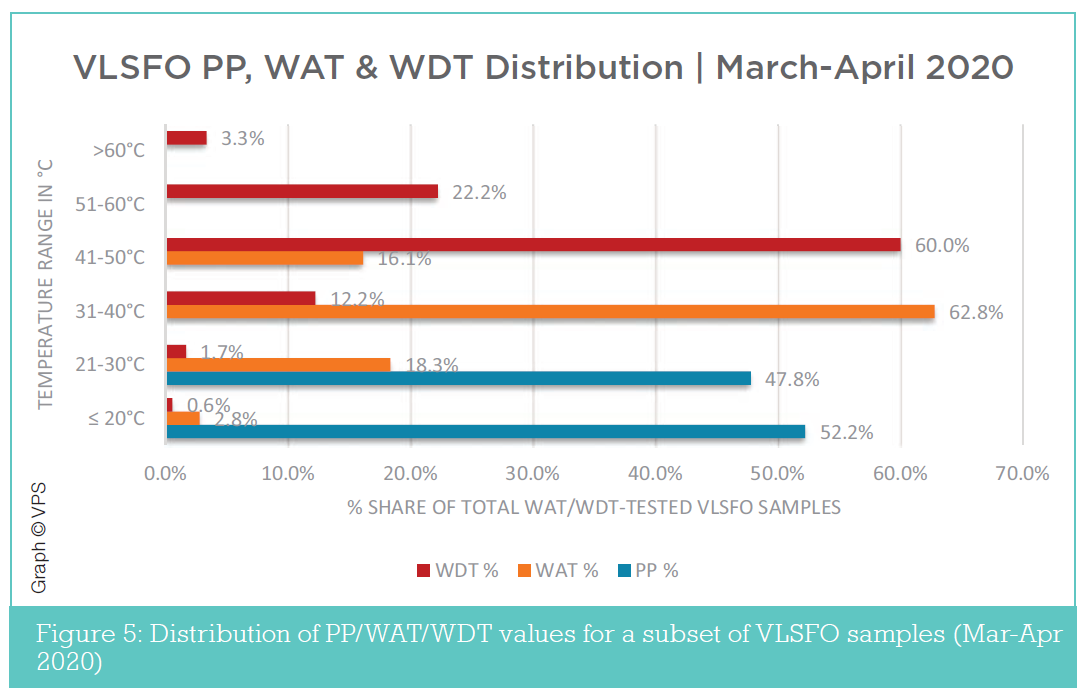
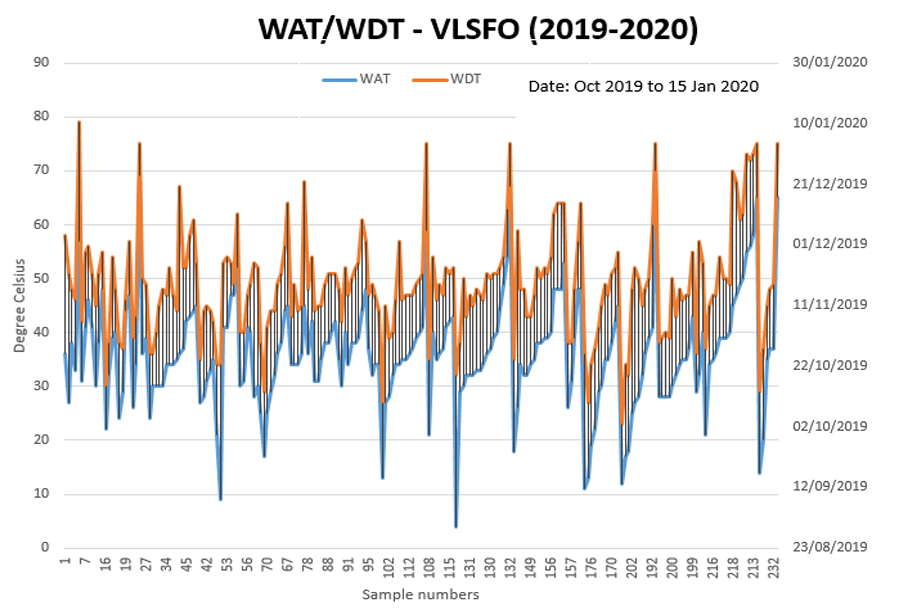
Cold-flow properties are another concern with regard to VLSFO stability. Due to higher paraffinic content within VLSFOs, there is an increased potential for the fuel to precipitate wax. Maintaining the fuel above the Wax Appearance Temperature (WAT) ensures the fuel will flow freely. However, the latest data has shown the average WAT is 22°C greater than the Pour Point (PP). Therefore, traditional industry advice of storing fuels at 10°C above the fuel’s PP is no longer a trusted guideline, as the fuel may produce wax at a much higher temperature than +10°C >PP. Although the majority of VLSFOs are exhibiting PP<30°C more than 75% have WAT >30°C. In addition, if a fuel has precipitated wax, the temperatures required to dissolve that wax, Wax Disappearance Temperature (WDT), is on average 11°C higher than the WAT, with more than 85% of VLSFOs having a WDT of >40°C. Therefore, WAT/ WDT/PP are key operational parameters in avoiding waxing of VLSFOs (See Figure 5).
VLSFO Sludge Generation
As stated, VPS has observed a sharp increase in the number of operational issues due to excessive sludge generation onboard vessels. This is a global trend, concerning fuel deliveries made by multiple suppliers in multiple ports and geographies. Operational issues encountered include abnormal purifier operation, blockage of filters and blockage of auto‐clean backwash filters. Sludge formation can be caused by a combination of hydrocarbons, asphaltenes, resins, paraffins, water, sediments and biomass produced by bacteria and oxidized or polymerized material. There are several potential causes of these issues, including:
1. High WAT/WDT: VLSFOs with high WAT/ WDT and high cat fines create a need to operate separators at higher temperatures, at shorter discharge intervals. When this is not done, wax starts to form, affecting purifier operation as well as clogging the fuel system’s filters. Service and settling tanks also need to be maintained at higher temperatures than usual.
2. Contamination: VLSFOs with high WAT/ WDT that also have chemical contamination, followed by low viscosity, can likely not be handled onboard vessels. In these cases, the only solution is de-bunkering.
3. Incompatibility: VLSFOs that are incompatible can cause separator sludging and clogging of filters. This is not immediately apparent through testing the ISO8217 suite of parameters. It has been important to clean the bunker storage, settling‐ and service tanks completely when switching overto VLSFO fuel. VPS has observed that the majority of the vessels have adhered to these recommendations and have successfully changed over from HSFO to VLSFO. However, several incompatibility issues have been reported when the vessel changes over from MGO to VLSFO (or vice versa). The consequence of such issues becomes critical especially when the vessels are approaching or leaving port or in restricted waters.
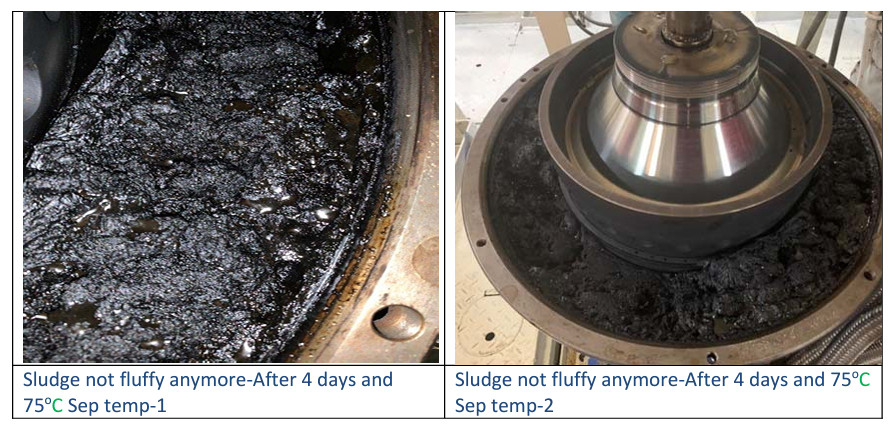
4. Unstable blends: Some of the VLSFO blends appears stable when bunkered but become unstable over a short time period. Heating the fuel in the tanks (to maintain suitable storage and transfer) and purifiers (to achieve efficient purification) deteriorates the fuel’s stability and fastens the ageing process, as illustrated in Figure 6.
VLSFO Catalytic Fines
From the outset, VLSFOs have exhibited higher cat-fine levels than HFOs. However, more recently, VLSFO cat‐fine levels have reduced quite significantly across all major bunker regions. No extremely high catfines were observed in April 2020, indicating a more consistent and higher quality VLSFO supply. Globally, the number of VLSFO samples with Al+Si > 60 mg/kg has been reduced to only 0.1% in April 2020. Regionally, there are still some high cat‐fine VLSFOs supplied, but this is less of an issue than at the beginning of 2020, when high cat fines were quite common for VLSFOs.
VLSFO & Lubricating Oil
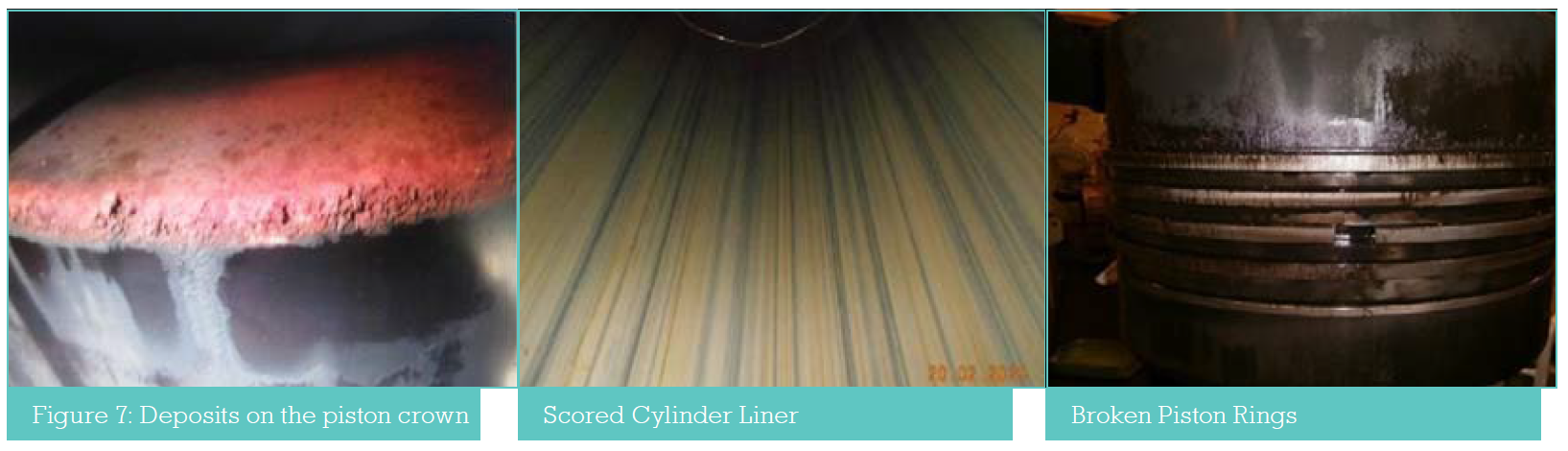
VPS has identified significant engine damage arising in more than 40 vessels over the past few months. This engine damage has been in the form of hard, abrasive deposits on piston crowns, excessive cylinder liner wear and broken piston rings (Figure 7). As a consequence of this damage, VPS undertook a comprehensive investigation. The investigation identified that the reserve Base Number (BN) in the cylinder oil was not being utilised to neutralise the acids formed during the fuel combustion process as is its purpose. This resulted in calcium compounds being deposited on the piston crown, which became hard and abrasive causing the liner wear, liner scuffing and piston ring breakage resulting in serious operational issues. It is worth noting that in general, when the BN is reduced, the lubricating oil detergency reduces and the oil film is lost, whereas when the BN increases, the detergency improves and the oil film is retained but then deposit formation starts. A number of preventative actions may be taken by ship operators using VLSFOs to protect engines and avoid operational issues arising from excessive liner wear. Primarily, undertaking VPS Cylinder Scrape-Down Analysis will identify if an adequate lubricating oil formulation is being used, which may be further confirmed by a VPS Sweep Test. In addition to this, the ship operator should closely monitor engine operation during introduction of new VLSFO fuel and changeover of VLSFO to MGO and MGO to VLSFO when entering/leaving ECAs.
Summary
So, shipping boldly stepped into the unknown of IMO 2020 to meet the challenges headon. The market embraced VLSFO fuel as the predominant fuel of choice and this fuel currently accounts for 70% of global marine fuel supply and demand. COVID‐19 brought a major threat to the world’s health, but also to global business, with shipping being no exception. Yet one outcome, that of falling fuel prices, did not cause an increase in demand for MGO, or a decrease in demand for HFO. However, VPS has issued a significant increase in bunker alerts in 2020 versus 2019, for VLSFO, MGO and HFO, indicating poorer quality fuel across the supply chain. Despite this, sulphur compliance and cat‐fine levels within VLSFOs have shown continuous improvements, as we’ve progressed through 2020. However, the most frequent issue with VLSFOs continues to be their stability, in relation to sediment potential and cold‐flow properties. It has also been noted that the shell‐life of VLSFOs is shorter than both HFO and MGO. Added to the additional fuel management considerations VLSFOs require, the lubricating oil base number, is also a heightened concern when using VLSFOs, in avoiding engine damage. One closing thought: Remember that shipping has had over 50 years of HFO/ MGO experience, yet only five months of VLSFO experience...as an industry, it’s a case of STILL LEARNING!
VPS Whitepaper by Stanley George, Ade Allman and Paul Parkinson.
Summary
Compliance with the 2020 IMO 0.5% sulphur cap has driven the introduction of Very Low Sulphur Fuel Oils (VLSFOs) since September 2019. During this period VPS has identified significant engine damage arising more than 40 vessels with very similar faults resulting in serious operational issues. This White Paper details the investigation carried out by VPS into 15 of these incidents. It confirms that the damage to engine components is due to abrasion by hard calcium deposits arising from additives in the Lubricating Oil (LO). The underlying cause is inadequate LO formulations which have been poorly matched to the VLSFOs.
The combustion of VLSFO produces much lower acid concentrations due to reduced S levels in marine engines as compared to traditional Heavy Fuel Oil. This has required a change in formulation of the cylinder LO, specifically the alkalinity (Base Number, BN) which is used to protect the cylinders by neutralising the acids produced by fuel combustion. Suppliers have recommended ship operators to use 40BN cylinder oil for use with VLSFOs (rather than 70BN recommended for use with HFO).
VPS has identified excessive liner wear on the cylinder units of two-stroke engines used for main propulsion on vessels since the introduction of VLSFOs. This damage to engine components has a detrimental impact on vessel operability and has been investigated in this report. The engines affected were not limited to any specific OEM but from many of the major engine makers in the marine industry. In all cases VLSFO fuel quality was tested and found to be acceptable and the original cylinder oil that was used was grade 40BN (Base Number) supplied from most of the key suppliers.
The investigation identified that the reserve BN in the cylinder oil was not being utilised to neutralise the acids formed during the fuel combustion process as is its purpose. This resulted in calcium compounds being deposited on the piston top, which became hard and abrasive causing liner wear, liner scuffing and piston ring breakage resulting in serious operational issues.
A number of preventative actions may be taken by ship operators using VLSFOs to protect engines and avoid operational issues arising from excessive liner wear. Primarily, undertaking VPS Cylinder ScrapeDown Analysis will identify if an adequate LO formulation is being used, which may be further confirmed by a VPS Sweep Test. In addition to this, the ship operator should closely monitor engine operation during introduction of new VLSFO fuel and changeover of VLSFO to MGO and MGO to VLSFO when entering/leaving ECAs.
1. Introduction
MARPOL Annex VI global fuel sulphur cap to 0.50% came into force on 1 January 2020 and has resulted in a significant increase in the use of Very Low Sulphur Oil (VLSFO) fuels as illustrated in Figure 1. VPS has seen a significant increase in problems leading to a detrimental impact on operability correlating to this increased use of VLSFOs. A number of engine-related problems are discussed here including excessive liner wear, piston breakage and hard deposit formation on the piston area. The introduction of VLSFOs has also resulted in fuel problems such as excessive sludging, low flash point, low shelf life, cold flow properties including high Wax Appearance Temperature (WAT) which are discussed elsewhere.
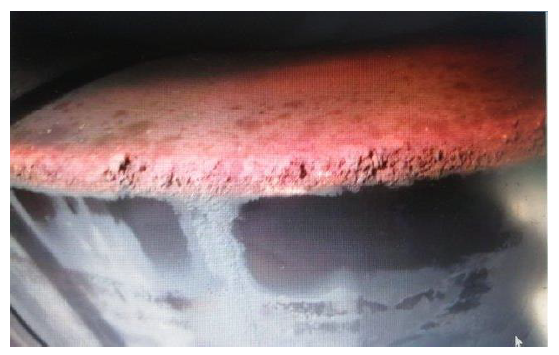
VPS has identified multiple cases of reddish or white/grey coloured deposits formed on the surface of engine components since the introduction of VLSFOs (see Figure 2). These deposits were found on the piston top, piston crowns and underside of the cylinder heads and were linked to excessive wear of cylinder liners, liner scuffing and broken piston rings. The deposits were found to be very hard, requiring the use of power tools to remove and clean. VPS discovered that two-stroke engines were more susceptible to these types of damage.
Figure 2: Red tinge on piston top with evidence of wear (Note: red coloured deposits adhered to the piston top that was found during the dismantling of the cylinder unit for carrying out breakdown maintenance).
2. Summary of Reported Incidents
More than 15 incidents of engine damage resulting from excessive liner wear were investigated by VPS from October 2019 to April 2020. Table 1 summarises these incidents, which were not restricted to any particular cylinder oil supplier or any engine make.
3. Investigation
A thorough investigation into excessive liner wear and the operational issues this caused was carried out by VPS. This included testing a number of fuel and oil samples taken from these incidents, as well as analysing sludge and hard deposits taken from damaged engine components including piston top, piston crown and piston rings. This investigational analysis is summarised in Table 2. The investigation also involved reviewing ship’s data, reference documents and reports including work carried out by Original Equipment Manufacturer (OEM) or third party contractors.
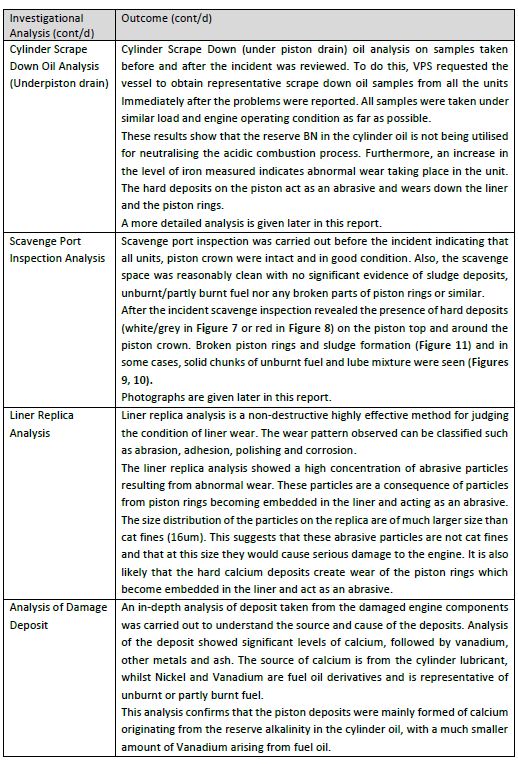
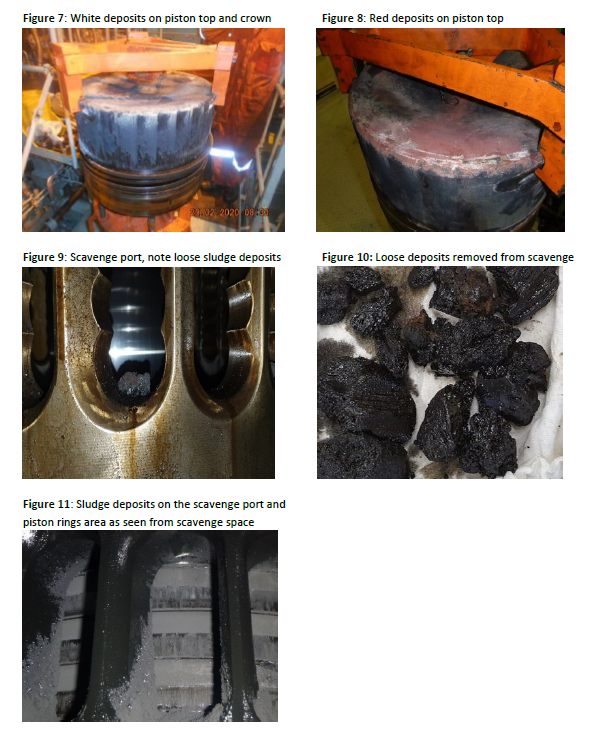
Scavenge Port Inspection Analysis Photographs
3.1 Details on Investigation Into Commingling (mixing) of Fuel
Mixing of two incompatible fuels often causes sludging issues which result in purifier and filter blockages and consequential damage. This matter was investigated since the mixing of fuels occurs either while changing over from one fuel to a newly bunkered fuel or while moving in and out of ECA areas. During such periods the mixing of fuel to some extent is unavoidable: such as un-pumpable, fuel remaining in the bottom of the tank, fuel remaining in the fuel oil line leading from service tank to the engines, filters, mixing columns etc.
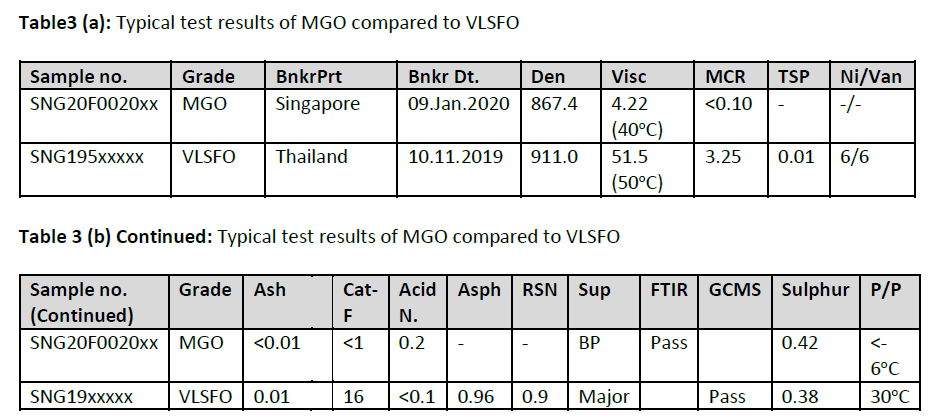
An example an incident which occurred when the vessel changed over from MGO to VLSFO was investigated. Test results of both the fuel are stated in the Tables 3 and 4.
During the changeover the vessel had to mix MGO with VLSFO. The TSP and reserve stability (RSN) of the VLSFO was very low indicating this fuel was stable. After blending the vessel did not experience sludging issues nor there were any reported problems with the purifiers and filters. VPS also carried out a compatibility test of the above two fuels which showed that there are no compatibility issues. This demonstrated that the damage was not related to a fuel compatibility or stability issue.
3.2 Details on Cylinder Scrape Down Oil Analysis (Underpiston drain)
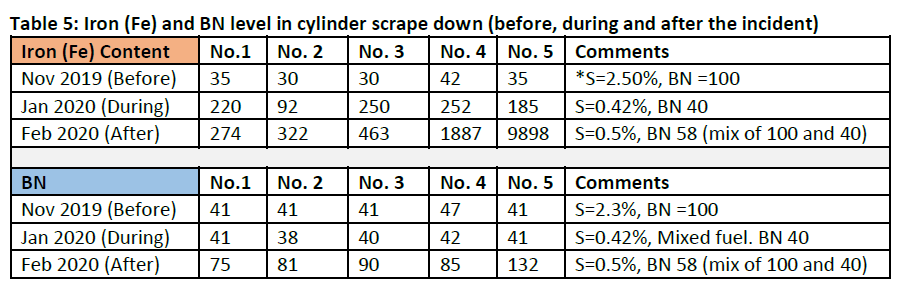
A typical example of scrape down analysis results are shown in Table 5 below. In this example the vessel changed over from a high sulphur fuel to a VLSFO towards the end of 2019 in preparation for the IMO 2020. During this changeover, the vessel also changed the cylinder oil grade. Samples were taken before the incident, during the start of the incident as indicated in the table below.
Cylinder scrape down – Before the incident (Cylinder feed rate ≈ 1.15 g/kWh)
The Iron (Fe) content in all the 5 units appears satisfactory. Considering the cylinder oil in use, 100 BN and the fuel sulphur of approximately 2.50% the BN in the cylinder scrape down oil appears to be satisfactory and within limits.
*S = 2.50% - There was some commingling involved between fuels with sulphur = 2.30% and another fuel with sulphur = 2.7%, bunkered at different ports.
Cylinder scrape down – During the start of the incident (Cylinder feed rate ≈ 1.35 g/kWh)
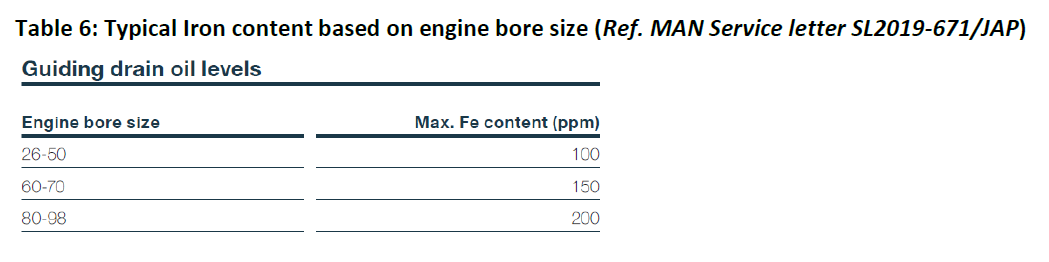
The Iron (Fe) content in all the 5 units appeared to be elevated. See Table 6 for typical ferrous content in scrape down oil based on engine size. Considering the cylinder oil in use is a 40 BN and the fuel sulphur of approximately 0.40% (mix of S-0.42% and S-0.38%), the BN in the scrape down oil appears to be significantly high and close to or marginally above the new oil value.
Cylinder scrape down – After the incident (Cylinder feed rate ≈ 1.5 g/kWh)
There is a significant sharp spike in the iron content in Unit no.5 followed by unit no.4 and unit no.3 This is backed up by the high PQ index indicative of wear. This indicates abnormal wear in unit nos. 5 and 4. Unit no.3, 2 and 1 are following suit. High reserve BN on all units are observed. Particularly very high BN was observed on unit no.5 (132), which incidentally also shows the highest level of iron content at 9898 ppm. Similarly, unit no. 4 (85), unit no. 3 (90) and unit no.2 (81)
3.3 Liner Replica Analysis
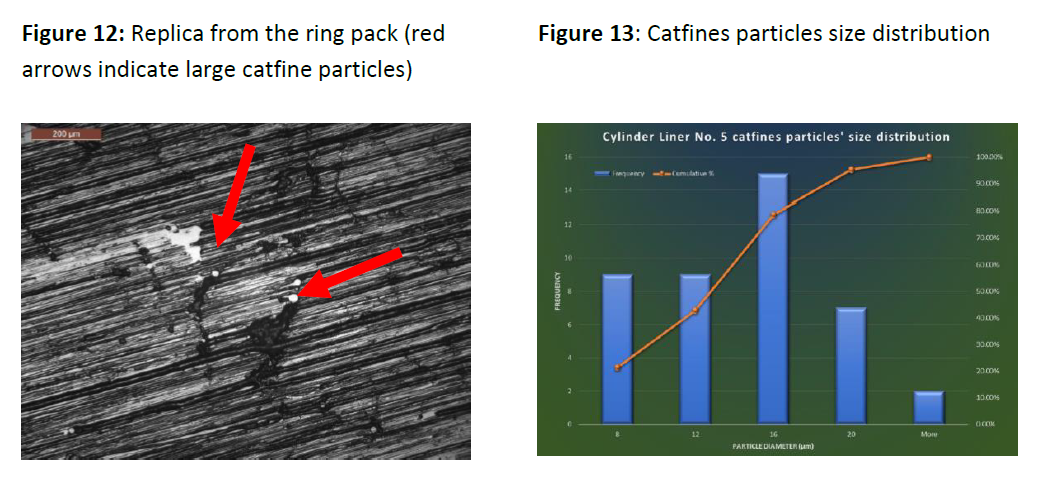
Replica measurements were carried out from vessels as part of this investigation. Photomicrographs of the replicas taken from Main Engine Cylinders show that particles of catalytic fines are apparent on the examined surfaces as in Figure 12 below. Closed/partially open graphite flakes can also be seen. The heavy abrasive wear evident on the examined surfaces is in line with what could have been caused by hard catalytic fines particles. It should be noted that in units where excessive wear was recorded the particles’ areal density reached at instances ~2000 particles/cm2. Bearing in mind that the typically acceptable limit by engine manufacturers is ~200/cm2, it becomes apparent the scale of the problem. Also, particularly large diameter particles were evident, above 20μm in diameter at instances, which could certainly contribute to very fast liner wear rates.
Since catfine particles are relatively hard as compared to the liner surface condition it is not uncommon to find these particles embedded into the liner surface over the lifetime of the operation. Catfine particles can also cause abrasive wear of the piston rings and sharpening of the edges. However, it should be noted that the fuel in use had <2 ppm catfines at engine inlet suggesting that catfines were not the source of this abrasion problem. Furthermore, distribution of the catfines and other particles identified from the replica show an overall representation of the liner surface condition over its lifetime of operation. As such it is likely that the catfines were present from a previous batch of fuel that was in use immediately before the replica being taken.
The size distribution of the abrasive particles was carried out to further learn the effect of wear. The replica was carried out on the worst affected cylinder liner. The histogram presented in Figure 12 shows that most particles were in the range between 12 μm and 16 μm in diameter. Particles with diameters below ~8 μm are usually not found embedded in the liner surface and not considered harmful for the engine operation. Particles with diameters above ~8 μm become a serious threat to the normal engine operation. The larger the size, the more detrimental damage to the liner can be expected and Figure 13 shows that 80% of the particles were >8 μm.
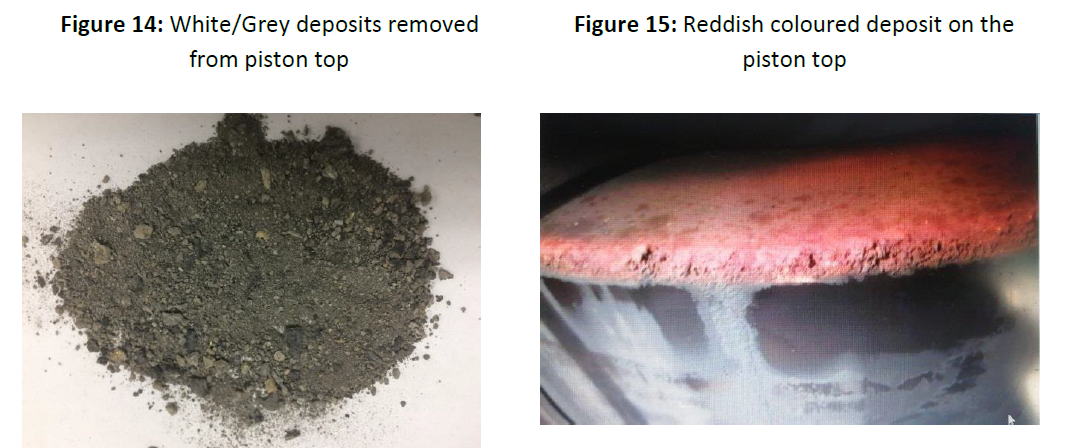
3.4 Analysis of Damage Deposit
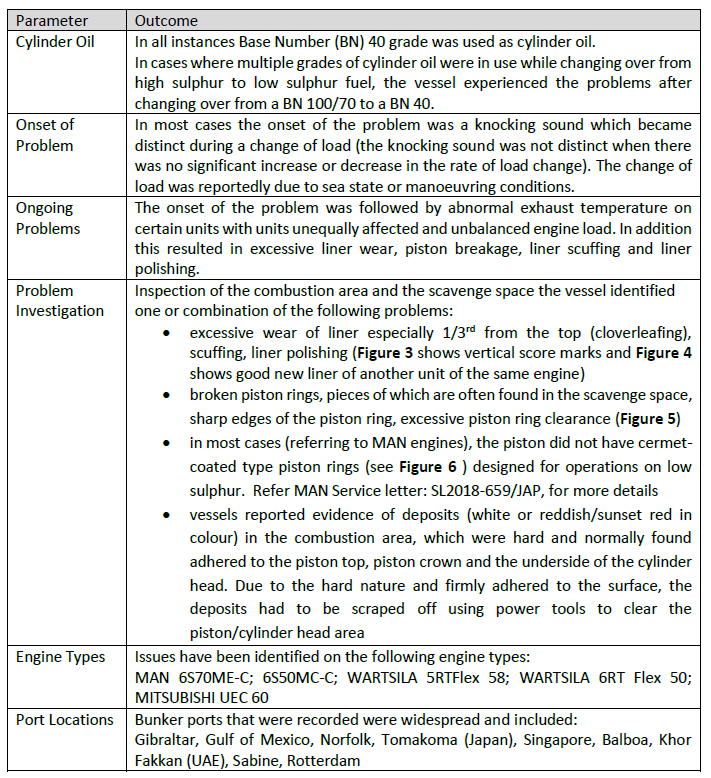
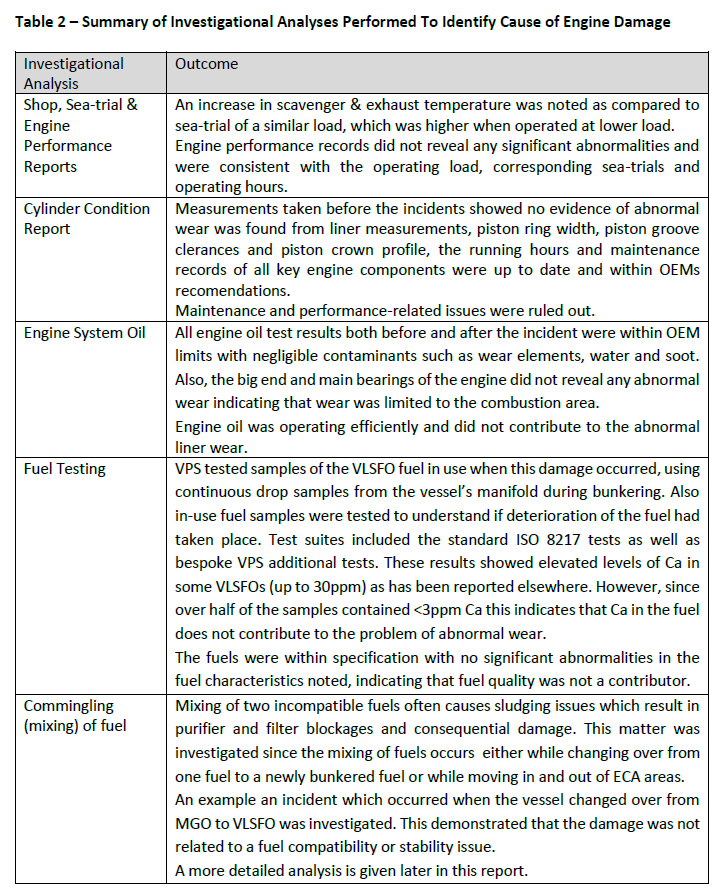
One of the common features noted in this type of damage was the presence of deposits arising on the surface of pistons. The deposit was concentrated on the piston head and in areas around the piston crown. The deposits were hard in nature and were either white/grey as in Figure 14 (which shows the white deposit after the deposit was mechanically removed from the piston) or reddish coloured as in Figure 15 (deposit on the piston head). Samples of these deposits were analysed for elemental composition.
There were also some instances when the vessel faced severe sludge formation (hard sludge) in the purifier followed by excessive liner wear and breaking of piston rings. Therefore samples of the sludge taken from inside the fuel oil purifier were also analysed for elemental compostion. Comparison of the elemental analysis of the piston desposits with the purifier sludge is shown in Table 7. This clearly shows that the piston deposits were mainly formed of calcium originating from the reserve alkalinity in the cylinder oil, with a much smaller amount of Vanadium arising from fuel oil. Furthermore, the increase in iron content in a cylinder scrape down oil analysis indicates abnormal wear of that cylinder unit and piston rings.
4. Conclusions
The investigation has shown that the engine damage is not directly related to the fuel quality, engine operating conditions or engine maintenance. Furthermore, the damage is not due to a compatibility issue caused due to mixing of non-compatible fuels. This is important because there are frequent fuel changeovers from VLSFO to MGO and back again whilst travelling through ECAs.
This investigation has shown that the engine damage is related to the LO used, specifically in combination with the particular VLSFO. The variation in constituents of VLSFOs has the potential to impact on combustion zone deposit formation. This is handled by the lubricants and the additives that are present in them. Cylinder oils previously developed for use with fuels with a sulphur content of up to 1.5% may not provide the performance required to handle VLSFOs that are currently supplied in the marine industry. Currently suppliers recommend 40BN LO for use with VLSFOs. However, the results of this investigation suggest that a 20BN oil may be more appropriate for some VLSFOs, depending upon the specific residual content of the fuel. Selection of the most appropriate LO can be made based on VPS scrape-down analysis. Furthermore, the feed rate of the LO is important and this can be optimised by the VPS sweep test.
The reserve BN in the cylinder scrape down analysis was higher than expected when compared to the grade of cylinder oil and the sulphur content of the fuel in use. This indicates that the BN in the new oil is too high, not compatible or the cylinder lube oil feed rate is too high. This causes excess calcium in the LO forming the build-up of deposits.
Engine damage deposits were shown to be hard Calcium carbonate (CaCO3) deposits, which causes bore polishing, liner scuffing and excessive liner wear. These deposits were formed from excess calcium in the LO not being used up to neutralise the acids arising from the fuel combustion process. These deposits formed in the combustion space that overtime forms hard deposits on the piston top whilst in operation.
Appendix – Actions to Protect Engines When using VLSFOs
1. Engine operations are closely monitored, especially during change-over from MGO to VLSFO or from one VLSFO to another.
2. Select the correct cylinder lubricating grade. Typically, 40 BN cylinder oil while using VLSFO (≤0.50%) 15- 25 BN when using ULSFO (≤0.10% fuel).
3. Mainly to look for any knocking sound, load unbalance, high exhaust temperature deviation.
4. Regular scrape down analysis is a great tool to identify the cylinder condition, but sometimes it may be late for the vessels to react by the time they get the analysis results from the lab. Although this is not a substitute for sending samples to the lab, procuring an onboard kit for measuring iron and BN is recommended. As soon as any changes are done to cylinder lubrication, the vessel should take a Cylinder Scrape Down sample from each of its units and analyse it so that immediate action can be taken, following which the same subsamples should be sent to the lab for a detailed analysis.
5. In case a unit shows high ferrous content in the scrape down oil, before adjusting the feed rate make sure the reserve BN in the scrape down oil is within the expected range (typically between 20 to 30 BN when using a 40BN oil on a 0.50% fuel). Increasing the federate when the reserve BN is already high (> 30BN while using a 40 BN cylinder oil on a 0.50% fuel) may result in excessive calcium formation that forms hard deposits on the piston head and surrounding areas. This would then result in increased deposit formation, consequently, excessive wear of the liner, sharp piston ring edges, broken piston rings and scuffing of liner can occur.
6. It is often seen that the vessel as a precaution, increases the cylinder oil feed rate of the affected unit when a high iron content is recorded in a Cylinder scrape down analysis report (or analysis using an onboard kit). The intention being to increase the hydrodynamic lubrication to reduce wear. However, statistics indicate that increasing the cylinder feed rate, when the remaining BN in the scrape down analysis is high (>80% of the new oil value) has worsened the situation. In such cases, the amount of deposit formations has increased with a rapid spike in the ferrous content consequently excessive wear of the liner, sharp piston ring edges and scuffing of the liner.
7. The feed rate should not be altered without considering the other parameters, mainly BN and Ferrous content in the cylinder scrape down oil. The optimum feed rate can normally be identified by carrying out a ‘Sweep test’1. The ferrous content found in a cylinder scrape down analysis must be considered in conjunction with the reserve BN content. See Table 6 for typical ferrous content based on engine size. The amount of calcium that is found in the cylinder scrape down analysis normally represents the reserve of alkalinity present in the remaining oil after cylinder oil has performed its ‘functions’. With regards to this discussion, the ‘function’ referred is to neutralise the acidic compounds of combustion. The remaining BN will, therefore, depend on various factors such as fuel sulphur content, load on the engine, the grade of the oil in use and of course the cylinder feed rates.
Article by Captain Rahul Choudhuri - Managing Director - AMEA
The absence of representative seal numbers in the BDN will considerably weaken any claim case between the buyer and seller of bunkers in the event of a quality dispute.
In many countries, the supplier usually delivers their own samples with the seal numbers of these samples stated in the BDN. This leaves a vessel’s crew to accept the samples and BDN in a “take it or leave it” manner. It’s impossible to align the industry to standardised requirements, when there is no authority taking charge to implement and enforce standardised sampling requirements. The work process differs at each level of the seller ‐ staff at the office agreeing with buyer, but the staff on board the bunker tanker not following through on the agreement reached. Also, the buyer failing to inform the vessel’s staff and the surveyor, when engaged on the agreement they had made with the seller on the sampling process. This miscommunication creates samples taken at different locations and seal numbers not being stated on the BDN, which will not help in a dispute situation.
In most transactions, the buyer decides to purchase the goods once he is satisfied with the quality. In bunkering, the buyer has no clue on the quality of the bunkers purchased until after a sample is drawn and tested.
Singapore, the premier bunkering port of the world, had the foresight to put in place crystal clear regulations on the sampling process via its two local standards – SS600 & SS648. These standards require the sample to be drawn at the vessel’s manifold and that the seal numbers of all the representative samples taken there to be recorded in the BDN. The local standards are applicable within the port limit of Singapore. These local standards do not apply for bunkering operation carried out outside the port limits. Both the buyer and seller can adapt the processes stated in the Singapore Standards as good practice for any bunkering operation in any worldwide location.
The BDN is a legal document that confirms the bunker transaction between the buyer and seller. Stating the seal numbers in the BDN of all the representative samples drawn for any bunkering in any location validates the samples indicated in the BDN in the event of a dispute on quality.
The buyer & seller must formulate a tight and thorough bunker purchase contract in order to protect themselves against claims arising from any dispute on quality. They must contractually agree with the following from the onset of the purchase;
a) the sampling location.
b) the recording of all samples seal numbers in the BDN.
c) the use of latest BDN format (as shown e.g. in SS648). We have seen outdated BDN in bunkering done outside port limit and countries where such regulations go unnoticed.
The joint drawing of samples at the vessel’s manifold would be the ideal requirement, as there will be tighter control and it meets the Free on Board (FOB) principle of completing the transaction, only once the product passes the ships rails, as well as meeting the sampling requirements of the MARPOL sample under Annex VI of MARPOL 73/78.
If the seller disagrees with a joint sampling, citing various reasons, then the buyer should get an agreement with the seller to permit the vessel’s C/Engineer to indicate the representative samples drawn by the vessel’s staff & bunker surveyor at the vessel’s manifold.
In any dispute related to quality of bunkers, it is wise to analyse the samples drawn by both the vessel’s and the bunker tanker’s staff. It will also be equally prudent to analyse the sample drawn from the vessel’s tanks and compare it with the other results to derive at a conclusion on the cause of the dispute.
The drawing of representative samples is crucial. The sampling process is well covered in the Singapore Standards SS600 and SS648, as well as the ISO13739. It is important to flush the line, manifold and the sampling device before beginning with the sample flow (drip) into the sample container. Incorrect work process creates unwarranted disputes in quality.
Even with the strict bunkering controls in Singapore, VPS data shows approximately 20% of international ship owners & operators still do not record the vessel’s samples counter‐seal numbers on the BDN. This shows an ongoing lack of understanding by bunker buyers as to the consequence of such an action. It will not be surprising then to find that in most other bunker ports of the world, such lax understanding by buyers & vessels’ crew is even larger or not done at all because no local bunkering regulations exist. This then means that quality disputes will be much larger in bunker ports other than Singapore.
There will be better control in the collection of samples, the recording of seal numbers & counter seal numbers in the BDN and survey documentation ‐ with the engagement of a knowledgeable bunker surveyor. The bunker surveyor will be the bridge between the vessel’s staff and the physical supplier in these matters. Surveyors can keep their client notified from site on any issues encountered in the bunkering operations and take appropriate & quick action as and when required. The Surveyor’s detailed report will be the third‐party verification of sampling & sealing in the event of a dispute in quality.
Article by Stanley George, Group Technical & Science Manager
Introduction
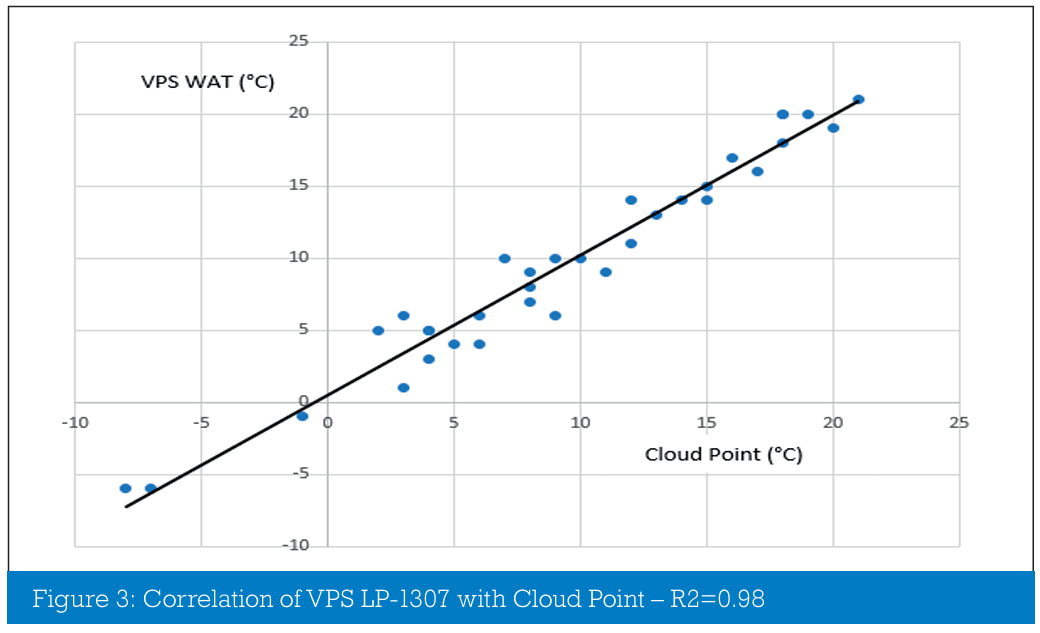
The introduction of Very Low Sulphur Fuel Oils (VLSFOs) for compliance with IMO2020 has increased at a growing rate since October 2019. The chemistry and nature of these new fuels indicates likely problems with cold‐flow properties, stability, contamination, cat‐fines and sulphur content. In order to address cold‐flow problems, VPS introduced a new Wax Appearance Temperature (WAT) in October 20191. This paper illustrates how WAT measurements can be used to avoid cold‐flow and stability problems with VLSFOs. 3 recent case studies are used to exemplify the catastrophic problems that can arise when using VLSFOs if precautionary measurements are not taken.
WAT or cloud point is the temperature at which wax crystals appear when fuel is cooled. This ultimately results in wax precipitation causing the fuel to stop flowing, which has a detrimental impact on operability as it may block filters and pipes, causing fuel starvation and engine problems. Providing that the fuel temperature does not fall below the WAT it will not produce wax, so measuring this temperature is critical in managing and mitigating risk.
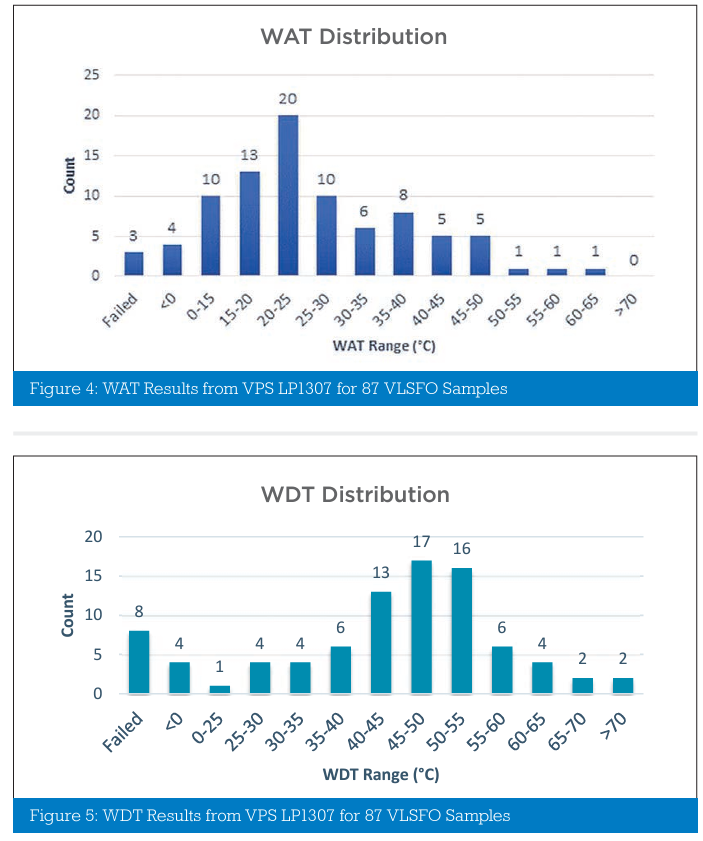
At the time of writing, VPS has tested the WAT on more than 230 different VLSFOs taken during bunkering from ports around the world. A summary of the results is shown in the graph below.
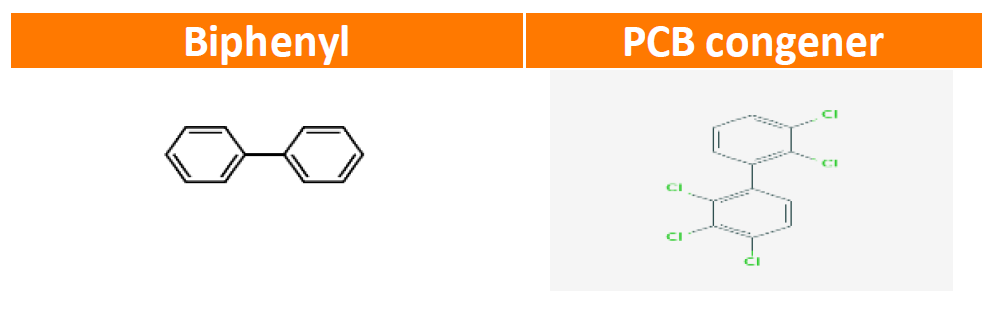
Elevated WAT and WDT could result in wax formation unless the purifiers separation temperatures are maintained above the WAT. If the fuel at any time during storage and transfer has fallen below the WAT, then the fuel may have to be heated above the WDT to melt away the wax formed when the temperature fell below the WAT.
As an average (October 2019 to December 2019) we noted a WDT 12°C above the WAT. However, in a few cases the difference between WAT and WDT has been above 30°C. The increase in the difference between the WAT and WDT could be an indication of an increase in paraffin‐based oil within the blend.
Low viscosity and high WAT are the known recipe for difficulties in separation at the purifiers. The most affected WAT related issues, as reported by the vessels, are with fuels with a lower viscosity at a temperature mainly below 30o C, although the issues were not isolated to low viscosity fuel oils.
Generally, purifier manufacturers, for the new type of VLSFO fuels recommend the following separation temperatures for effective separation of water, catfines and other solid contaminants.
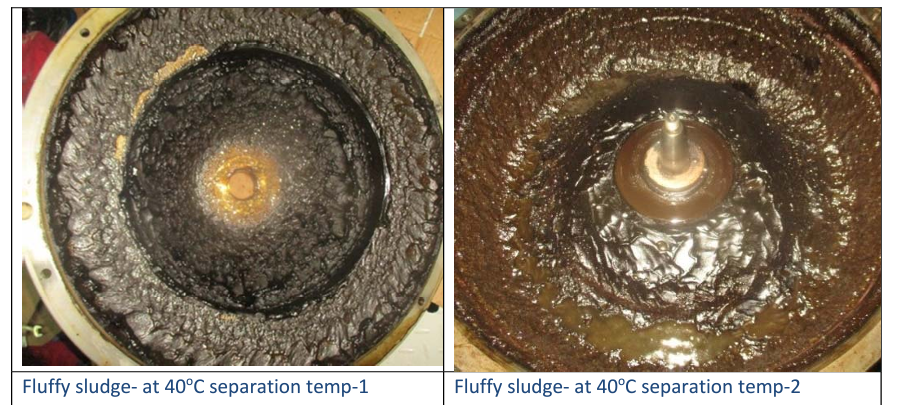
Considering the above separation temperatures in line with the tested WAT and viscosity, we have seen few instances when the recommended separation temperature, based on viscosity (and 15oC + PP) is below the WAT, consequently resulting in purifier issues such as excessive sludge formation or complete blockage in the worst case.
The maximum temperature for effective separation is typically 98°C. From experience it is known that separation is effective at this temperature. We have noted that problems are aggravated when we have a low viscosity fuel (for example, <30 cSt) with high catfines (for example >40 ppm) and high WAT. It almost becomes impossible to treat such fuel on board the vessel.
Reducing the separation temperature for low viscosity fuels not only reduces the separation efficiency, hence does not remove the catfines to the required levels, but also generates more sludge, especially when the WAT for that fuel is higher than the maintained separation temperature.
In such cases we have noted that raising the separation temperature from 40oC to >70oC, making sure that the purifier can cope with this increased temperature may resolve the separation issues.
On the other hand, some of the VLSFO that are blended, are either already unstable or on the verge of being unstable. Such fuels (which are on the verge of becoming unstable) when heated, have a tendency to fall out, so the temperature has to be reduced and maintained as per the above table. The Total Sediment Potential (TSP) of the fuel when bunkered although within limits may show significantly higher TSP when tested on a later date during consumption. The results are the consequence of unstable blends.
Fuels received on board are not supplied for direct consumption without onboard treatment. A great deal of associated risk of using the VLSFO on‐board vessels can be managed contractually, by ordering the fuel that can be handled by the vessels onboard treatment system. For this reason, it is essential for a supplier and the recipient to know the properties of the fuel before supplying (Suppliers) and/or consumption (End users). Testing the fuel before consumption has always been the norm, however, this is now more critical than ever.
Case Study 1
On 27 October 2019, a Vessel loaded 100 MT of VLSFO at Antwerp. A continuous drip sample was taken during bunkering and tested to ISO8217 and found to meet the specification. However, when the vessel started consuming this fuel, the vessel reported abnormal operation of the purifiers and blockage of filters. The fuel throughput to the purifier had to be reduced due to sludging issues being experienced at the purifiers. Consequently, the engine had to be operated at reduced load. During this time, the vessel also experienced rough weather.
The Chief Engineer reported the problem to Veritas Petroleum Services (VPS) and VPS carried out a detailed investigative analysis of the bunkered fuel sample. Test results showed high WAT (69oC), WDT (>75oC), pour point (21oC) and catfines (51ppm). No stability issues were noted (TSP=0.04%) and Gas Chromatography Mass Spectrometry (GCMS) did not reveal presence of chemical contamination.
VPS advised the Chief Engineer to maintain purifier temperature at 98oC, further reduce purifier throughput and reduce the discharge interval of the purifier, which enabled the vessel to continue at low speed. Furthermore, the settling and service tanks temperature were advised to be maintained above 69oC (WAT), this helped to clear the filter blockage.
Had the bunkered fuel been tested for WAT/WDT, VPS could have provided the above advise to the vessel prior to commencing usage of this fuel and help minimise operational difficulties, potential damage to equipment’s and loss of hire. The high WAT in combination with high Catfines makes the onboard fuel oil treatment difficult, if not impossible. Settling tanks are designed to perform a key role in removing Catfines (and other solid contaminants) as the heavier particles settle over time, provided the fuel is freely flowing. For effective settling, the Settling tank temperature should always be maintained at or above the WAT. Similarly maintaining the correct purifier temperature plays a major part in effective separation of the fuel.
On consumption, the vessel faced the following problems:
Purifier abnormal operation noted
Thick sticky sludge found in both the purifiers
HFO transfer pump filter choked
Various pipes, bowls and chambers blocked by thick deposits, (manually cleared later)
Main engine had to be operated at reduced load due to low fuel oil through put from purifiers
Case Study 2
On 20 October 2019, a Vessel loaded >180 MT of VLSFO at Rotterdam. Immediately on consumption of the fuel, the vessel experienced abnormal operation of the purifiers and damage to its fuel pumps. It was also brought to VPS’ attention that another vessel which had bunkered the same fuel faced similar issues. A representative bunker sample was analysed in one of the VPS laboratories and based on the test results of the analysed sample, the fuel was certified to be within the ISO 8217 specification.
To identify the root cause, VPS carried out a detailed investigation and not only found that the concerned fuel had a WAT of 57oC and a WDT of >75oC, but also the GCMS test revealed presence of styrenic chemical contaminants. The TSP result of the bunkered fuel was well within limits (<0.01%) and as such, no stability issues were expected.
Low viscosity (32.6 cSt at 50oC) caused restrictions in heating the fuel to elevated temperatures, whereas high WAT/WDT required the fuel to be heated to at least above 58oC, or above 75oC if the temperature at any time during the storage had fallen below 57oC, which was the case on this vessel. Furthermore, due to the type of cargo the vessel was carrying there were restrictions in heating the bunker tanks to above 50oC.
VPS advised that the fuel cannot be handled on board the vessel and cannot be used. The fuel was debunkered.
Case Study 2 ‐ Details:
Typical properties of the fuel:
Density: 903.0 kg/m3, Viscosity @ 50°C, 32.6 cSt
On consumption the vessel faced the following problems:
Purifier abnormal operation noted
Thick sticky sludge (resin type) found in both the purifiers and fuel system
Fuel pump damage
Another vessel that bunkered the same fuel has similar issues
Case Study 3
On 14 December 2019, a vessel loaded >300 MT of VLSFO at Houston. This was the second ever batch of VLSFO for the vessel. No issues were reported during the consumption of the first batch which was bunkered at Las Palmas. Immediately on consumption of the Houston fuel, the vessel reported clogging of both its purifiers. In the first 24 hours the vessel cleaned both purifiers twice, being able to run one purifier for only 6 hours. The bunker storage, settling and service tanks were emptied completely and manual cleaning was carried out before taking the first stem of the VLSFO at Las Palmas. It was reported that there could have been some amount of comingling (about 1 m3) of the earlier VLSFO fuel with the new batch of Houston VLSFO.
After 24 hours of consumption of the fuel, the operation could not be stabilised, the vessel was unable to handle the situation and contacted VPS for expert advice.
VPS immediately carried out a systematic investigation of the events. VPS had tested a representative bunker sample of the concerned fuel that was drawn by drip sampler during the bunkering operation. The test results showed the fuel to be within the ISO 8217 specification.
Although additional tests where being carried out, the vessel required urgent advice to keep the engines in operation. Based on the tested viscosity (13.14 cSt), VPS had advised the purifier temperature of 40oC. VPS in discussion with the purifier manufacturer requested the vessel to increase purifier temperature to 75oC. The WAT/WDT in this case was 40oC/55oC.
The vessel reported improvement in the purifier operation for the first 4 days, but later faced the same sludging issue. This time the sludge was harder than earlier.
The fuel sludge had started to fall out over the course of time and the vessel was advised to keep the purifier throughput to minimum and reduce the discharge intervals such that the fuel can be consumed slowly. A stabiliser (fuel additive) option was considered as a standby but was not required.
Case Study 3 ‐ Details:
This Vessel loaded >300 MT of VLSFO at Houston on 14 Dec 2019.
Typical properties of the fuel:
As per BDN: Density: 911.8 kg/m3, Viscosity @ 50°C, 14.0 cSt, Sulphur: 0.453%
On consumption the vessel faced the following problems:
Both purifiers clogging with ‘fluffy” sludge blocking the sludge port’
Resulting in low bowl speed of the purifier
In first 24 hours, the cleaned each purifier 2 times. This gives a rate of clogging of 1 purifier every 6 hours.
Note:
The Bunker Storage, Settling and Service tanks were emptied completely, and manual cleaning was carried out before initially taking the first stem of VLSFO. All sludge was removed, without any traces of old fuel in the tank. There was no possibility of mixing of HSFO with VLSFO. The current fuel in use is the second batch of VLSFO that we loaded in Houston. First Batch of VLSFO was loaded from Las Palmas and the vessel did not face any issues with that batch of fuel.
The first stem that was loaded from Las Palmas (previous port) may have mixed with VLSFO loaded in Houston; but it was less than 1.0 m3 of VLSFO which remains as unpumpable. However, as per the compatibility report, both fuels were compatible when tested. Reportedly, no additives or stabilisers were used in any of the tanks.
Brief summary of actions taken on board the vessel
Based on the tested viscosity (13.14 cSt) the temperature of 40oC was maintained at the purifier inlet and inlet to engine at 60oC to achieve 11cSt for injection.
When purifier sludging and clogging of the filter was noted and reported, VPS requested the vessel to increase the fuel oil temperature at the purifier inlet from 40oC to 72oC, Settling tank to 60oC and storage tanks at 40oC. The vessel reported that a temperature of 75oC was consistently maintained. The filter clogging and purifier sludging issue appeared to stabilise.
Please find the attached photos of accumulated sludge in the Purifier frame. The first two photo was taken when the purifier was clogging every 6 hours during the first 24 hours of consumption.
After 4 days of operation the sludging problem resurfaced, but this time the sludge was much harder than the first time. The purifier was getting clogged in the sludge frame, outside the bowl. Minimum flow over the purifiers and discharge interval to 15 minutes is all that could be done to consume this fuel.
The symptoms are a typical incompatibility case, probably mixing of the VLSFOs in the settling tanks.
Steve Bee advises that the industry must be prepared to recognise and deal with the many different characteristics of the VLSFOs now coming onto the market
There is a very British saying which is: ‘It’s a completely different ball of wax.’ It is used to emphasise when, or where, two things are completely dissimilar to one another. Compliance with IMO 2020 has driven the introduction of a number of new marine fuel types which are being brought to market. These fuels have already shown certain characteristics which are markedly different from the traditional residual and distillate fuel-grades historically encountered in the maritime industry and they are indeed almost literally, ‘a completely different ball of wax’.
Even within this group of new fuels, all being broadly termed very low sulphur fuel oils (VLSFOs), there are many where their only common characteristic is the fact they have a sulphur content of 0.50% or lower. Many of these fuels are blended products (ULS distillates + LS residues), utilising hydro-treated vacuum gas oils and hydrocracker fractionator bottoms as part of their make-up. In addition, various other cutter stocks, diluents and additives may also be present within these fuels. This level of variation in components leads to a wide range of chemistries and considerations regarding the management of such fuels.
One key consideration regarding the fuel management of VLSFOs is their paraffinic content. In the world of chemistry, paraffins, also known as ‘saturates’, exhibit excellent ignition and burn properties, making them ideal fuels. However, one potential issue with paraffins is, when held at certain temperatures, they can precipitate a wax. Many of the new VLSFO fuels have a much higher saturate, or paraffinic content than residual heavy fuel oils (HFOs) which are currently the most commonly used marine fuels. As shown in Table 1, VLSFOs can have three times the level of saturates than a typical HFO and half their aromatic content. This means there is a far greater potential for wax precipitation from VLSFOs than there is from HFO.
The temperature at which wax precipitation starts is dependent upon the chemical composition and this varies from fuel to fuel. Should the wax precipitate it can block a vessel’s pipework and filters and ultimately starve an engine of fuel and cause many onboard operational problems. Therefore, the determination of the temperature at which wax precipitation starts is an incredibly important measurement with respect to the cold-flow risks of VLSFOs. There are currently three common cold-flow measurement parameters with associated international test methods that cover the potential of a fuel to wax – i.e. Cloud Point (CP), Cold Filter Plugging Point (CFPP) and Pour Point (PP). Distillate fuels can utilise all three parameters as they are visually clear. However, HFOs and VLSFOs can only employ pour point due to their opacity. It should be noted that Cloud Point (CP) is a fundamental cold-flow property since it indicates the temperature at which wax starts to form. Therefore, fuel held above its CP will always flow. As CP cannot be measured in opaque fuels, the historic advice has been to store such fuels at PP+10°C, that is 10°C above the PP. However, the visual PP test method (ISO3016) is a subjective visual test, with poor repeatability and reproducibility. It is also known that there is poor correlation between PP and CP, as indicated in Figure 1.
Furthermore, PP is affected by the presence of additives within a fuel, whilst CP being a fundamental fuel property is not. Due to the high paraffinic content of VLSFOs, wax may precipitate at temperatures far higher than the current PP +10°C guidance. A much more reliable method of monitoring the likelihood of fuel waxing is to measure the CP. In order to overcome the issue of not being able to measure the CP of opaque fuels and to provide valuable information with respect to the cold-flow of VLSFOs, VPS has developed an in-house method for the measurement of the Wax Appearance Temperature (WAT) of VLSFOs (WAT is the same as CP). In addition, VPS developed this equipment to measure the Wax Disappearance Temperature (WDT), which is the temperature at which the last wax solids are melted into liquid when the oil is warmed. As such it provides an indication of the temperature that the fuel must be heated to in order to fully dissolve any wax solids that have precipitated. This method is based upon ASTM D5773, utilising a light-scattering optical measurement within the near-infrared spectrum as shown in Figure 2.
VPS has undertaken significant R&D work to modify the test equipment and method in order to optimise the test method (VPS-LP1307) for VLSFOs. In order to validate the VPS LP1307 method, several distillate blends were tested in both the non-visible light and then by the standard method in the visible light. Very good correlation of R2=0.98 was achieved as in Figure 3.
Extensive work on the method VPS LP1307 also proved the test has excellent repeatability, as in Table 2.
Over the past months, 87 currently available commercial VLSFO samples from fuel bunkered in Singapore, Rotterdam, Fujairah and Houston were tested using the new VPS method. These VLSFOs showed a very wide range of Wax Appearance Temperatures (0°C-65°C), with many at elevated temperatures, demonstrating VLSFOs must be maintained at much higher temperatures than traditional HFOs, and the operational importance of measuring WAT. The WDT for those same 87 VLSFOs, showed how much higher temperatures need to be to ensure the wax has fully melted, once it has been allowed to appear, (0°C - 70°C +). The temperature difference between WDT and WAT can be up to 20°C or more, in certain cases. Using this new VPS test method, key fuel management and operational information can be obtained for the new VLSFOs in relation to safe storage, transfer and overall handling of these new fuels with respect to their specific Wax Appearance Temperature. Fuels maintained above their wax appearance temperature will always flow, thus preventing cold-flow problems. However, should the fuel be allowed to fall below their WAT, then their specific WDT will indicate the temperature required to ensure the wax has fully dissolved.
So far, the VLSFOs coming to market are all exhibiting many different characteristics and test parameter variations, not only in comparison to traditional marine fuels, but even between the many different VLSFO products themselves. Now with the means to measure Wax Appearance Temperature for the first time in these fuels, we can see the wide range of temperatures at which wax can appear and how prior knowledge of this temperature can help avoid many cold-flow operational problems. VLSFOs are indeed ‘a completely different ball of wax’.
To obtain a copy of the VPS Technical Paper relating to this new test method please contact Steve Bee at steve.bee@vpsveritas.com
Stockholm Convention: Persistent Organic Pollutants (POPs) - Polychlorinated Biphenyls (PCBs) and Furans
The Stockholm Convention came into force in 2004 to regulate the use of PCBs and Furans in transformer oils.
PCBs excellent electrical properties, inertness and non-flammability made them important for use in insulating fluids in transformers. Furans are created by the degradation of electrical insulation paper within transformers. Both can cause serious health problems and are classified as Persistent Organic Pollutants (POPS)
This paper aims to outline:
• PCBs and Furans and their importance to transformers
• The Stockholm Convention, POPs, The Dirty Dozen and your obligations
• Transformer Oil Condition Monitoring as an effective means of identification and quantification of POPs
What are PCBs and Furans?
The core and the windings in a transformer are completely immersed in transformer oil. This oil has three main purposes;
• As an insulating medium to support and separate electrical conductors without allowing current through themselves
• to dissipate any heat and
• to prevent / minimise the oxidation of insulating paper that resides in the transformer.
PCB’s (polychlorinated biphenyls) are a group of man-made synthetic hydrocarbons derived from biphenyl (C12H10).
There are 209 different combinations (congeners) of PCB’s with up to 10 Chlorine atoms replacing the Hydrogen atoms. These mixtures have good thermal stability and electrical characteristics, are resistant to acids and alkalis and soluble in organic solvents and so enhance the basic properties of transformer oils. The different levels of chlorination are described by the term homolog. Monsanto Corporation marketed mixtures of PCBs under the trade name Aroclor and further identified by a four-figure code, first two numbers show the type of mixture and the last two the approximate Chlorine content by weight, e.g. Aroclor 1242 is a mixture of homologs with an average Chlorine content of 42%. Clophen, Fenclor and Phenoclor are trade numbers of commercial PCB mixtures manufactured around Europe. Studies on CBs in humans have found increased rates of a range of cancers.
A transformer requires Insulating material that can withstand extreme stresses at the transformer core and windings. Paper has been in use for many years and the newer products are made with high grade cellulose. Pure cellulose is polar, a good insulator and has very good electrical properties. The long chain of molecules of the Cellulose structure break down because of aging due to water and temperature.
Furan is a heterocyclic organic compound, consisting of a five-membered aromatic ring with four carbon atoms and one oxygen.
Furans commonly refers to polychlorinated dibenzofurans (PCDFs) and are derived unintentionally as a consequence of the degradation of electrical insulation paper. Long term exposure in humans to Furans are linked to problems associated with the immune and nervous systems. The following furans are tested as part of the VPS Transoil transformer oil conditioning monitoring program. (see table 1 also).
What is the Stockholm Convention, POPs and the “Dirty Dozen”?
The Stockholm Convention (http://chm.pops.int/) was signed in 2001 and is a legally binding international instrument designed to help the decrease of persistent organic pollutants (POPs) in the environment. One hundred and fifty-two countries are signatories to the Convention. It entered into force and was adopted into EU legislation on 17 May 2004. Initially 12 POPs were recognised, the so called “Dirty Dozen” and divided into 3 distinct categories; pesticides, industrial chemicals and by-products. PCBs were classed as industrial chemicals and Furans as by-products.
The convention requires countries to implement measures to eliminate the production and use of POPs and manage their disposal by environmentally acceptable means. For PCBs, the Convention prohibits any new PCB production and the phasing out of electrical equipment that contains high concentrations of PCBs by 2025.
The United Kingdom Government issued a national implementation plan in February 2017 stating that although total emissions from PCBs has declined over the last 20 years “the main source of UK PCB emissions arising from di-electric equipment is still cause for concern” and that “the Government is seeking further ways in how it can address emissions from dielectric equipment that contain PCBs.”
Transformer Oil Condition Monitoring and Identification and Quantification of Transformer Oil POPs
As we know, modern society is dependent on electricity and so the reliability of electrical supply is important both for industrial and domestic users. Preventative and predictive maintenance through transformer oil condition monitoring plays a key role in ensuring a high level of reliability. Chart 1 shows the consequence of failure to act with the condition of the asset alongside the cost of failure. For transformers this can be from $50,000 for repairs and up to $3 million for a catastrophic failure.
As stated previously, the role of transformer oil is to provide electrical insulation, cool the transformer and provide stability at high temperatures. Transformer oil deteriorates with time due to electrical and thermal stress, moisture ingress and chemical contamination.
Sophisticated laboratory testing of the transformer oil provides information on the longevity of the oil as well the condition of the transformer. This, in turn, substantially increases the lifetime of a transformer, while delaying new investment and minimising replacement of expensive transformer assets. Included in this health check are POPs from the Stockholm convention. Each of these tests have a relevance to the condition of the oil and the transformer itself (table 1).
The VPS Transoil transformer oil condition monitoring service is summarized below:
Sample kits are prepared that are specific to the type of testing required and are used to obtain a representative sample of the specific type of oil in the field. The oil sample is then returned to the laboratory for testing.
A range of tests are performed tailored to customer and site requirements (see above). For the Stockholm convention the following two tests highlighted along with their method of testing are;
• IEC 61619: The International Standard used for the laboratory analysis of polychlorinated biphenyl (PCB) concentrations by high-resolution capillary column gas chromatography using an electron capture detector (ECD).
• IEC 61198: The International Standard for the laboratory analysis of 2-furfural and related furan compounds resulting from the degradation of cellulosic insulation and found in mineral insulating oil samples taken from electrical equipment.
At the final stage of the process, the test results generated from the laboratory are evaluated by experts to provide appropriate advice. Essentially, the outcome is to provide an assessment of the quality of the oil and asset condition in order that advice may be given to the client on the necessary course of action. The detection of PCBs or Furans and their quantification will help with compliance with the requirements of the Convention.
In conclusion, we should recognise the importance and value of transformer oil condition monitoring. We should balance its relatively small cost against the impact on our health and the environment as well as the enormous saving on replacement, repair or downtime of a transformer. The Hartford Steam Boiler Company have identified significant savings from $50,000 for repair costs to $3 million when a plant is not able to export electricity.
VPS Transoil has the very latest analytical technology, automation and robotics for the testing of transformer oil and has an important role in helping compliance with the Stockholm convention and preventive maintenance programs.
 Search
Search
 Customer
Customer